表面粗糙度,或简称粗糙度,是指表面不光滑的特性。这个在机械加工行业内可以说是绝绝的必备知识之一,但往往也是最容易被忽略的,因为往往天天接触的反而不怎么关心,或者没有真正的去认真学习掌握。对于像我一样,往往对参数、齿形、结构关注偏多的从事“机械加工”行业的人来说,之前真的关注的太少了。不知道有多少小伙伴和我一样,问问自己一个问题:Ra1.6的车削表面是什么样子的呢?脑子里面有具体的图像吗?下面这个图表面光洁度是多少呢?后续将分几期持续学习分享相关的内容。小伙伴们遇到的问题,也欢迎评论区留言,共同学习进步!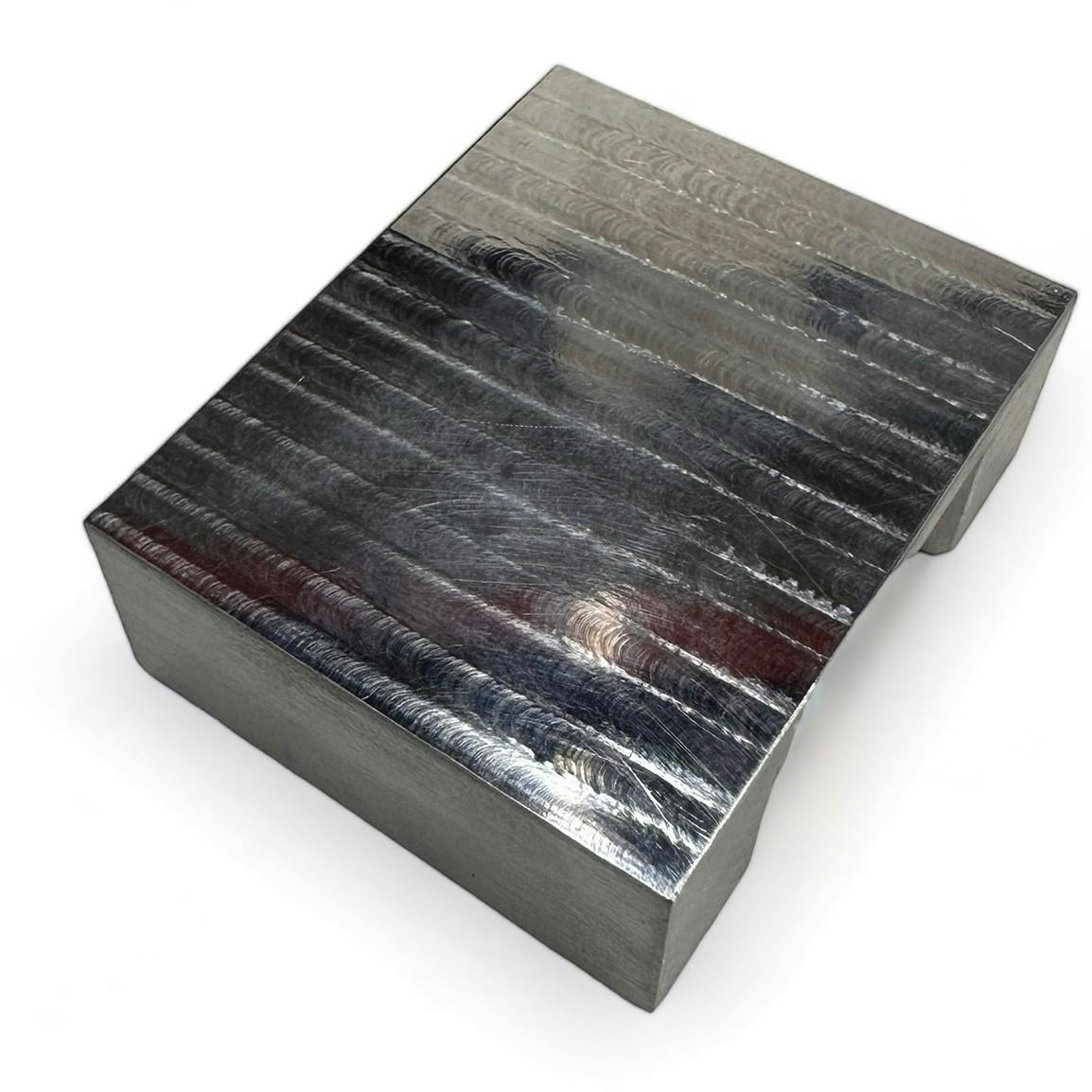
在表面计量学中,表面粗糙度是表面光洁度(表面纹理)的一个组成部分。它通过实际表面法向量方向与理想形状的偏差来量化。如果偏差较大,则表面粗糙;如果偏差较小,则表面光滑。粗糙度通常被认为是被测表面的高频、短波长分量。然而,在实践中,通常需要同时了解振幅和频率,以确保表面符合特定用途。表面粗糙度是衡量零件加工后表面纹理的指标。它是 加工零件表面微观偏差和不规则性的平均值。
作用与效果
粗糙度在确定真实物体如何与其环境相互作用方面起着重要作用。虽然高粗糙度值通常不受欢迎,但在制造过程中控制粗糙度可能既困难又昂贵。通常需要设计和工艺人员在零件的制造成本与其应用性能之间产生权衡。
最常见的表面粗糙度指标如下:
-
Ra(平均粗糙度):Ra
是在指定距离上测得的表面高度偏差的算术平均值,该偏差与平均线的偏差相同。平均线是轮廓中峰和谷的“平均中点”。所有高于此线的峰的平均高度即为 Ra。 -
Rz(平均最大高度):Rz 是表面不规则性的平均最大高度。它是给定长度上最高峰和最低谷之间的垂直距离的平均值。
-
Rp(最大轮廓峰高):Rp 是指定采样长度上平均线的最高峰
-
Rv(最大轮廓谷深):Rv 是在指定的采样长度上距离平均线的最深谷的深度。
-
方向:方向是表面纹理的主要方向。它是衡量大多数表面不规则性所在方向的指标。
下图说明了零件表面样本长度上的这些指标: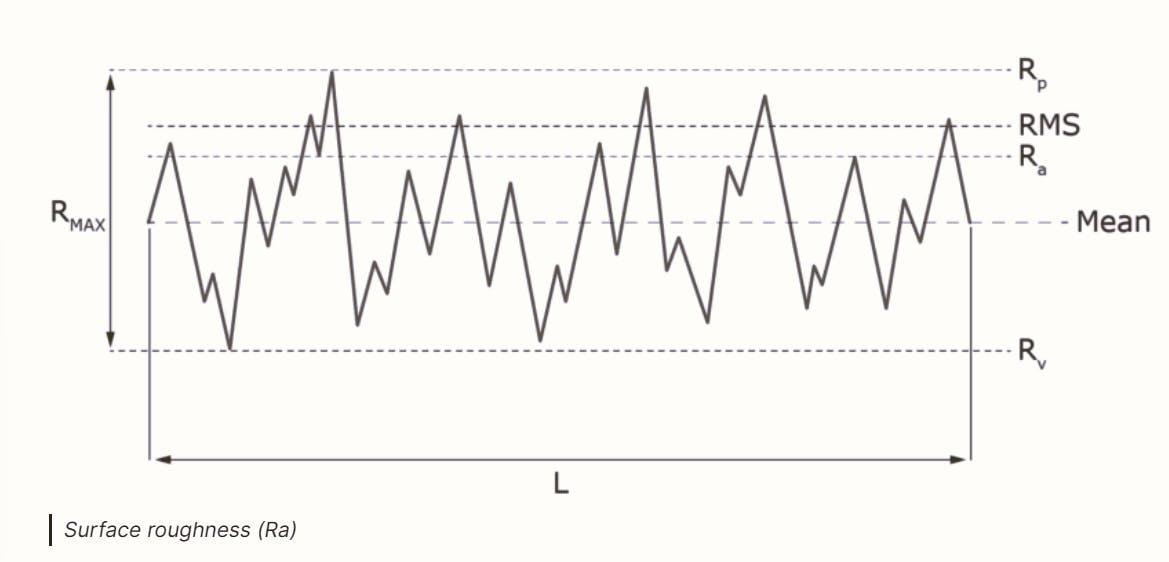
Ra是数控加工和制造过程中定义表面粗糙度最常用的指标,以µm(微米)为单位。Ra值越低,表面不规则性变化越小,因此表面越光滑。随着Ra值的增加,表面会变得更加粗糙,纹理也更加丰富。
表面粗糙度为何重要?表面粗糙度对数控加工零件的影响
表面粗糙度是许多加工项目中至关重要的考虑因素。除了影响功能性和美观性外,它还会影响加工成本、工作量和时间。表面粗糙度对 CNC 加工零件的一些影响如下:
接触:摩擦力对于维持表面间的接触至关重要,且摩擦力会随着表面粗糙度的增加而增大。对于需要非运动接触的部件,例如装配组件和待搬运的部件,需要足够的表面粗糙度来保持抓握力并最大限度地减少滑动。
运动:摩擦对于静态接触至关重要,但对于运动、振动或承重配合部件(例如接头、轴承和组件)而言,摩擦却非常有害,因为它会阻碍运动,增加能耗,产生热量,并加剧这些部件的磨损。为了最大限度地减少摩擦并提高耐磨性,需要降低表面粗糙度。另一方面,粗糙度会形成凹槽,从而增强润滑剂的保持力,这在运动系统中必不可少。
涂层附着力:表面粗糙度会影响表面支撑涂层的能力。相对粗糙表面上的微槽能够捕获涂层物质,从而提高涂层的吸收和保留效果。
美观性:表面粗糙度直接影响零件的美观度。光泽、镜面、颗粒感或哑光外观取决于表面粗糙度与光线的相互作用。例如,较低的表面粗糙度可带来更佳的光反射效果和更光泽的表面光洁度,因为散射光线的不规则性更少。
成本:达到特定的表面粗糙度会影响零件成本。例如,要达到较低的表面粗糙度,需要机床进行慢速加工和多次加工,以及其他一些考虑因素。这种谨慎的刀具移动可以最大限度地减少零件表面的不规则性。然而,这也会增加加工时间、工作量和成本。
此外,表面粗糙度还会影响导电性、密封性和防泄漏性、卫生性以及光学性能。表面纹理虽然微观,但在不同的应用中却起着至关重要的作用。表面粗糙度本身并没有好坏之分,理想的表面粗糙度取决于零件的具体应用。
了解数控加工表面粗糙度等级
加工表面粗糙度通常以平均粗糙度 (Ra) 来衡量。制造零件的 Ra 值范围从 0.1 µm Ra 到 6.3 µm Ra(光滑至粗糙)。需要注意的是,表面粗糙度也可以达到此范围之外。例如,用于半导体制造的硅晶片可以制造出表面粗糙度为 0.01 µm Ra 的晶片。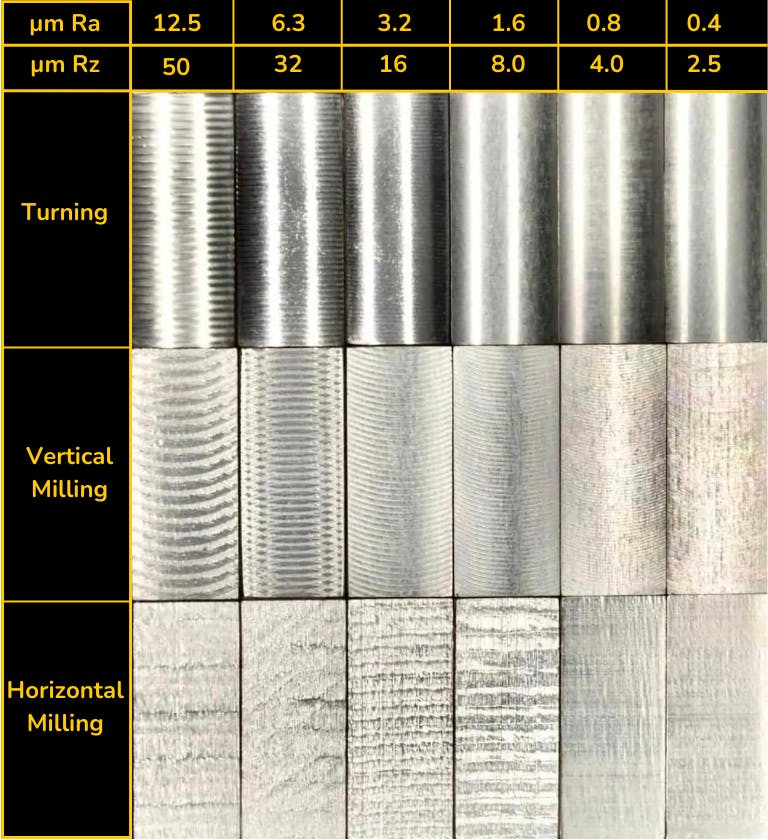
表面粗糙度并非随机的。制造商会采取特定的工艺措施来达到特定的 Ra 值。为了实现标准化,大多数制造商提供四种表面粗糙度等级。
3.2 微米 Ra
1.6 微米 Ra
0.8 微米 Ra
0.4 微米 Ra
这些表面粗糙度具有不同的纹理、特性、优点、局限性以及最适合的应用。
Ra3.2
3.2 µm Ra 是市售 CNC 加工表面粗糙度的标准。除非客户另有规定,否则制造商会将其作为默认粗糙度。3.2 µm Ra 的特点是机器切割线清晰可见,但对于大多数消费类零件而言,其表面粗糙度足够光滑。对于承受应力、负载或振动的零件,此 CNC 加工表面粗糙度是推荐的最大值。3.2 µm Ra 是零件的基准,因此不会产生额外成本。下图中的零件表面粗糙度为 3.2 µm Ra。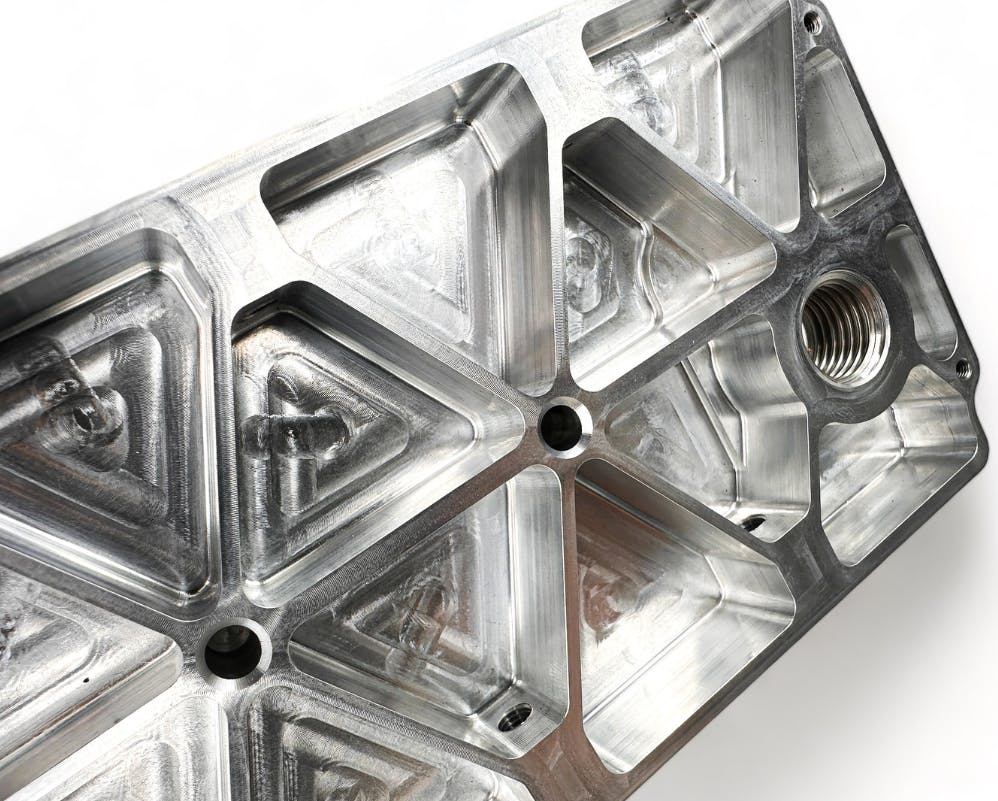
3.2 µm Ra 样品应用:
结构机器支架:工业设备的支架和底座通常具有 3.2 µm Ra 表面粗糙度,因为它们不需要高度抛光的表面。
汽车发动机罩:这些部件通常承受中等程度的压力和振动,但不需要超光滑的表面。
通用工装夹具:制造过程中使用的夹具或治具可以通过 CNC 加工达到 3.2 µm Ra 的表面粗糙度,足以满足功能使用。
机器底盘:外部机械框架(如底盘或框架)通常加工至 3.2 µm Ra 表面粗糙度。
Ra1.6
1.6 µm Ra 的 CNC 加工表面粗糙度等级适用于紧密配合和受力部件。它也适用于低速移动、轻微振动和轻载表面。这种 CNC 加工表面粗糙度等级的特点是略微可见的微弱切痕。1.6 µm Ra 是通过高加工速度、低进给和浅切削实现的。这种 CNC 加工表面粗糙度等级会使零件生产成本增加 2.5%。下图中的零件具有 1.6 µm Ra 的表面粗糙度。
1.6 µm Ra 样品应用:
液压活塞杆:这些杆紧密配合并承受中等负载,需要更光滑的表面以确保正确的密封和减少摩擦。
低速齿轮箱:1.6 µm Ra 适用于轻载、动态较小且具有慢速移动部件的机械系统。
精密紧固件:定制螺栓和紧固件需要紧密配合,表面粗糙度需达到 1.6 µm Ra,以确保正确配合
电子外壳:电子设备,尤其是笔记本电脑或工业控制系统等消费电子产品,通常加工至 1.6 µm Ra,以满足美观和装配要求。
Ra0.8
这种加工表面粗糙度被归类为高级表面处理,需要精加工才能达到。0.8 µm Ra 非常适合应力集中和负载较大的零件。它也适用于振动零件和运动部件。由于需要严密的控制和精细的加工,这种 CNC 加工表面粗糙度会使基准生产成本增加 5%。下图中的零件表面粗糙度为 0.8 µm Ra。
0.8 µm Ra 样品应用
精密齿轮:机器人等应用中使用的齿轮通常需要 0.8 µm Ra 的表面粗糙度,以实现高效运动并最大限度地减少接触齿轮表面之间的磨损。
液压阀部件:对于需要液密密封和低摩擦的系统至关重要。更光滑的表面可提高高压系统的性能。
医疗器械外壳:由不锈钢或钛制成的医疗器械手术工具和外壳通常需要 0.8 µm Ra 的表面粗糙度,以防止污染并便于消毒。
珠宝部件:高端金属珠宝部件通常具有 0.8 µm Ra 的表面粗糙度,以实现抛光、奢华的外观。
Ra0.4
0.4 µm Ra 的表面粗糙度被认为是非常高级的光滑纹理,也是大多数制造商提供的 CNC 加工表面粗糙度中最高的。它没有明显的切割痕迹,通常通过精细、严格控制的加工,然后抛光来实现。这额外的制造工作会使生产成本增加高达 15%。0.4 µm Ra 的表面粗糙度适用于快速移动或振动的配合部件以及承受高张力和应力的部件。下图中的部件具有 0.4 µm Ra 的表面粗糙度。

0.4 µm Ra 样品应用
轴承表面:高精度轴承(例如航空航天或高速机械中的轴承)需要超光滑的表面以减少摩擦和磨损。
气缸杆:在气动系统中,0.4 µm Ra 表面处理的气缸杆可确保平稳运行,最大限度地减少空气泄漏并减少密封磨损。
光学元件:镜头安装板等高精度光学元件采用 CNC 加工至 0.4 µm Ra,以避免干扰光路。
精密注塑模具:用于高质量塑料注塑成型的模具(例如医疗植入物)通常采用 CNC 加工,表面粗糙度达到 0.4 µm Ra,以确保表面光滑。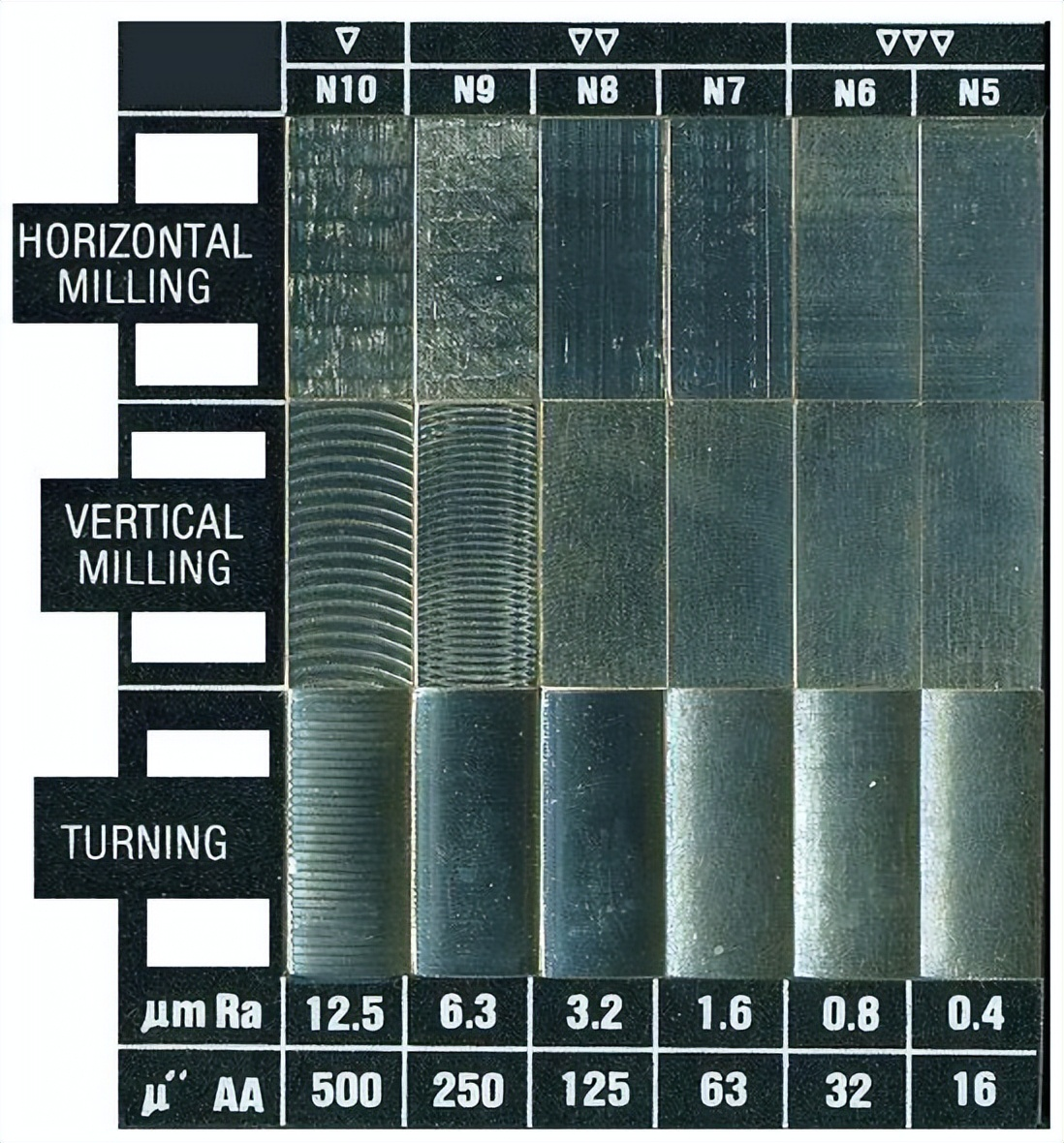
本期就先到这里,最后给出找到的一张各国粗糙度对比表分享给小伙伴们,下期继续!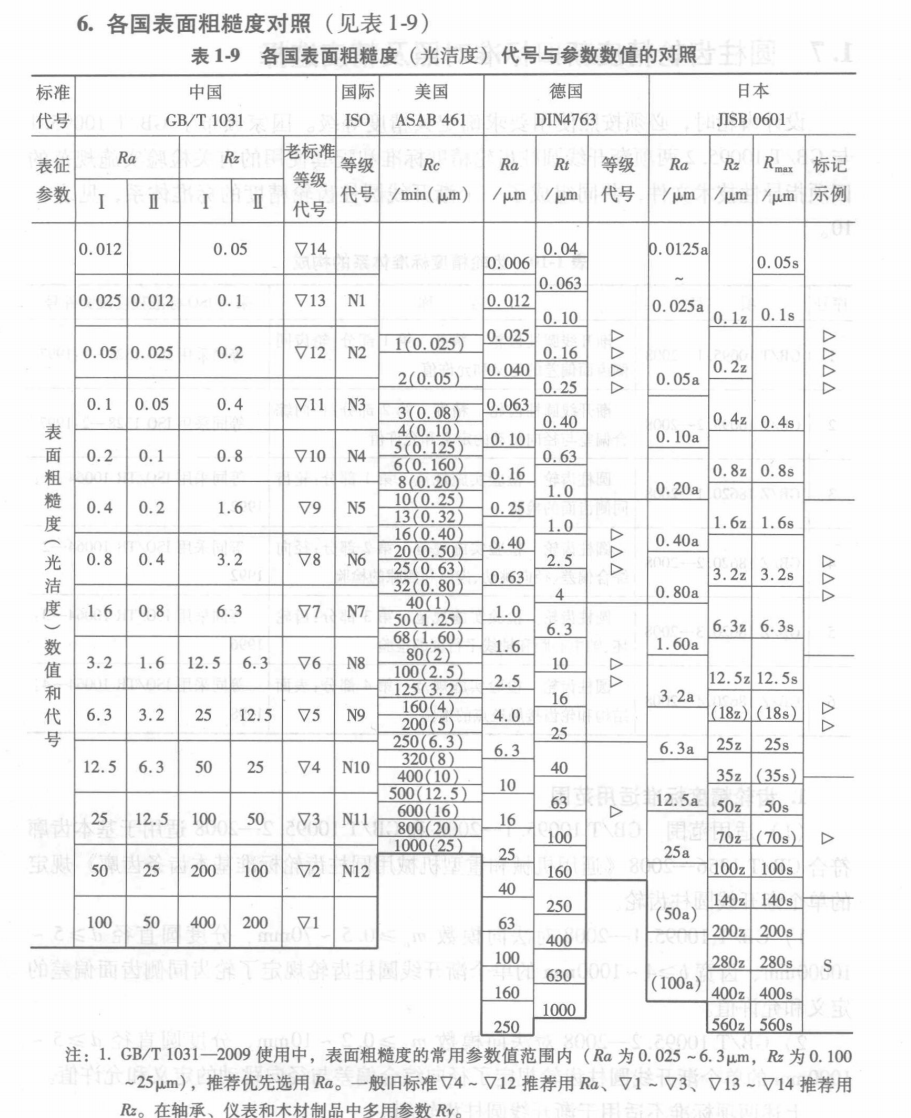
今天就分享到这,感谢您抽出宝贵的时间阅读!


![[Java实战]Spring Boot 整合 Freemarker (十一)](https://i-blog.csdnimg.cn/direct/fa803baa80044fb2a9d9cb5fa25ce96d.png#pic_center)