Python实战:构建SPC控制图实现生产质量监控
news2026/4/20 5:43:13
1. 为什么生产质量监控需要SPC控制图在制造业干了十多年的朋友都知道生产线上最让人头疼的就是质量波动。上周还运行得好好的产线这周突然不良率飙升这种事儿我见得太多了。传统的质检方法往往是事后抽检等发现问题时已经生产了一大批不良品。这时候SPC统计过程控制的价值就体现出来了——它能让我们在生产过程中实时发现异常就像给生产线装了个心电图监测仪。SPC控制图的本质其实很简单通过统计学方法计算出正常波动范围控制限然后把实时数据画在图上。一旦数据点超出控制限或者出现特定异常模式系统就会报警。我在汽车零部件厂工作时曾经用SPC控制图提前48小时预测到某关键设备的异常避免了一次可能造成300万元损失的大规模返工。Python在SPC应用中有独特优势数据处理能力强pandas可以轻松处理百万级的生产数据可视化直观matplotlib/seaborn能生成专业级的控制图自动化程度高可以集成到MES系统中实现实时监控灵活性好不同控制图的切换只需修改几行代码2. 准备Python数据分析环境工欲善其事必先利其器。在开始构建控制图前我们需要配置好Python环境。我推荐使用Anaconda发行版它集成了数据分析所需的大部分工具包。2.1 安装必备库打开终端执行以下命令pip install numpy pandas matplotlib scipy statsmodels这几个库各司其职numpy处理数值计算的基础pandas数据清洗和分析的瑞士军刀matplotlib绘制专业控制图的核心scipy提供统计分布等高级计算statsmodels包含现成的SPC统计函数2.2 准备示例数据集为了方便演示我准备了一个模拟的电子产品生产数据集保存为production_data.csvdate,output,defects 2023-01-01,1250,15 2023-01-02,1180,12 2023-01-03,1320,18 ... 2023-01-30,1270,14用pandas加载数据import pandas as pd df pd.read_csv(production_data.csv, parse_dates[date]) print(df.head())3. 构建U控制图监控单位缺陷数U控制图特别适合监控单位缺陷数比如每千件产品中的不良品数量。我在半导体封装厂就常用它来监控焊线工序的质量波动。3.1 计算关键参数U控制图有三个核心参数单位缺陷数(u)缺陷数/生产量中心线(CL)平均单位缺陷数控制限(UCL/LCL)正常波动的边界计算代码import numpy as np # 计算单位缺陷数 df[u] df[defects] / df[output] * 1000 # 转换为每千件缺陷数 # 计算中心线 CL df[defects].sum() / df[output].sum() * 1000 # 计算上控制限考虑样本量变化 df[UCL] CL 3 * np.sqrt(CL / df[output]) * 10003.2 可视化实现用matplotlib绘制专业控制图import matplotlib.pyplot as plt plt.style.use(ggplot) # 使用专业图表风格 fig, ax plt.subplots(figsize(12, 6)) ax.plot(df[date], df[u], ko-, label实际值) ax.axhline(CL, colorr, linestyle--, label中心线) ax.plot(df[date], df[UCL], b--, label上控制限) # 标记异常点 out_of_control df[df[u] df[UCL]] ax.scatter(out_of_control[date], out_of_control[u], colorr, s100, label异常点) ax.set_title(U控制图 - 每千件产品缺陷数监控) ax.set_ylabel(每千件缺陷数) ax.legend() plt.xticks(rotation45) plt.tight_layout() plt.show()3.3 判异分析当出现以下情况时说明过程可能失控任何点超出控制限连续7点上升或下降连续9点在中心线同一侧明显非随机模式我曾经遇到过一个典型案例控制图显示连续7点上升虽然都在控制限内。检查后发现是焊线机温度传感器漂移导致的及时维修避免了批量不良。4. 实现I-MR控制图监控连续指标对于像尺寸、重量这样的连续型质量指标I-MR单值-移动极差控制图是更好的选择。我在医疗器械厂就用它监控注射器管径的波动。4.1 数据准备假设我们测量了30个连续生产的产品直径mmdiameter np.array([10.02, 10.05, 9.98, 10.01, 10.03, 9.99, 10.06, 10.04, 10.00, 10.02, ... ])4.2 计算控制限I-MR图需要分别计算单值图和移动极差图的参数# 单值图参数 I_CL diameter.mean() MR np.abs(np.diff(diameter)) # 移动极差 MR_CL MR.mean() # 常数E2和D4子组大小为2时 E2 2.66 D4 3.267 I_UCL I_CL E2 * MR_CL I_LCL I_CL - E2 * MR_CL MR_UCL D4 * MR_CL MR_LCL 0 # 移动极差下限为04.3 双图可视化fig, (ax1, ax2) plt.subplots(2, 1, figsize(12, 8)) # I图 ax1.plot(diameter, ko-) ax1.axhline(I_CL, colorr) ax1.axhline(I_UCL, colorb, linestyle--) ax1.axhline(I_LCL, colorb, linestyle--) ax1.set_title(单值控制图(I图)) # MR图 ax2.plot(MR, ko-) ax2.axhline(MR_CL, colorr) ax2.axhline(MR_UCL, colorb, linestyle--) ax2.axhline(MR_LCL, colorb, linestyle--) ax2.set_title(移动极差控制图(MR图)) plt.tight_layout() plt.show()4.4 高级判异规则除了基本的控制限规则我们还可以实现更复杂的判异逻辑def check_westgard_rules(data, cl, ucl, lcl): # 规则1超出控制限 rule1 (data ucl) | (data lcl) # 规则2连续2点中有1点超出2σ sigma (ucl - cl)/3 rule2 (data cl 2*sigma) | (data cl - 2*sigma) # 其他规则实现... return pd.DataFrame({ Rule1: rule1, Rule2: rule2, # ... })5. 实际应用中的经验技巧在多个工厂实施SPC系统后我总结了这些实战经验5.1 数据清洗要点生产数据常有各种问题需要处理缺失值小范围缺失可用前后均值填充大范围缺失需标记异常值不能简单删除要先调查原因数据漂移设备维修或工艺变更后要重新计算控制限# 处理缺失值的实用函数 def clean_production_data(df): # 向前填充小范围缺失 df.fillna(methodffill, limit3, inplaceTrue) # 标记大范围缺失 df[is_missing] df[output].isnull() return df5.2 控制限动态更新建议每月重新计算控制限但要注意只使用稳定时期的数据至少需要20-25个数据点重大工艺变更后要立即更新def update_control_limits(df): # 排除已知异常时期 stable_data df[~df[is_exception]] # 重新计算控制限 new_CL stable_data[defects].sum() / stable_data[output].sum() return new_CL5.3 与其他系统集成成熟的SPC系统应该从MES自动获取实时数据异常自动触发ANDON报警与QMS系统联动生成纠正措施# 模拟实时监控 while True: new_data get_realtime_data() update_control_chart(new_data) if detect_abnormal(new_data): trigger_andon() time.sleep(60) # 每分钟检查一次6. 常见问题解决方案在实施过程中这几个坑我几乎每次都遇到6.1 控制限太宽或太窄症状要么频繁误报要么漏报严重解决方法检查数据是否服从正态分布考虑使用变换如Box-Cox变换确保计算使用的样本量足够from scipy import stats # 正态性检验 stat, p stats.shapiro(df[u]) if p 0.05: print(数据非正态分布需进行变换)6.2 混合模式数据症状控制图显示明显分层原因可能混用了不同设备或批次的数据处理# 按设备分组绘制控制图 for machine in df[machine_id].unique(): machine_data df[df[machine_id] machine] plot_control_chart(machine_data)6.3 季节性波动干扰对于有明显季节效应的数据建议使用时间序列分解先提取趋势成分对残差部分应用SPC控制图或者为不同季节设置不同控制限from statsmodels.tsa.seasonal import seasonal_decompose result seasonal_decompose(df[u], modeladditive, period7) df[trend] result.trend df[residual] df[u] - df[trend]7. 扩展应用自动化监控系统对于大型生产线可以构建完整的SPC监控平台7.1 系统架构设计[数据采集层] → [实时计算层] → [监控预警层] → [可视化层] ↳ [历史存储]7.2 关键组件实现实时计算引擎class RealTimeSPC: def __init__(self, window_size30): self.data_window [] self.window_size window_size def update(self, new_point): self.data_window.append(new_point) if len(self.data_window) self.window_size: self.data_window.pop(0) return self._analyze() def _analyze(self): # 实现实时分析逻辑 pass预警模块def send_alert(message, levelwarning): if level critical: # 触发声光报警 pass # 发送邮件/短信 print(fALERT: {message})7.3 可视化看板使用Plotly Dash构建交互式SPC看板import dash from dash import dcc, html app dash.Dash(__name__) app.layout html.Div([ dcc.Graph(idlive-spc-chart), dcc.Interval(idinterval, interval60*1000) ]) app.callback(Output(live-spc-chart, figure), Input(interval, n_intervals)) def update_chart(n): # 实时更新图表 return create_spc_figure()8. 从SPC到高级质量分析掌握了基础SPC后可以进一步探索8.1 过程能力分析计算Cp/Cpk指标评估工艺水平def calculate_cpk(data, usl, lsl): mean np.mean(data) sigma np.std(data, ddof1) cpk min((usl - mean)/(3*sigma), (mean - lsl)/(3*sigma)) return cpk8.2 多变量控制图对于关联性强的多个指标可以使用T²控制图from sklearn.covariance import EmpiricalCovariance cov EmpiricalCovariance().fit(X) mahalanobis_dist cov.mahalanobis(X)8.3 机器学习结合用异常检测算法增强传统SPCfrom sklearn.ensemble import IsolationForest clf IsolationForest(contamination0.01) clf.fit(X_train) anomalies clf.predict(X_test)在实施这些高级方法时我的经验是永远要先做好基础SPC再考虑引入复杂模型。曾经有个项目团队一上来就要用LSTM预测质量波动结果连基本的控制限都没计算正确导致大量误报。质量监控需要的是稳定可靠而不是炫技。
本文来自互联网用户投稿,该文观点仅代表作者本人,不代表本站立场。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如若转载,请注明出处:http://www.coloradmin.cn/o/2518438.html
如若内容造成侵权/违法违规/事实不符,请联系多彩编程网进行投诉反馈,一经查实,立即删除!相关文章
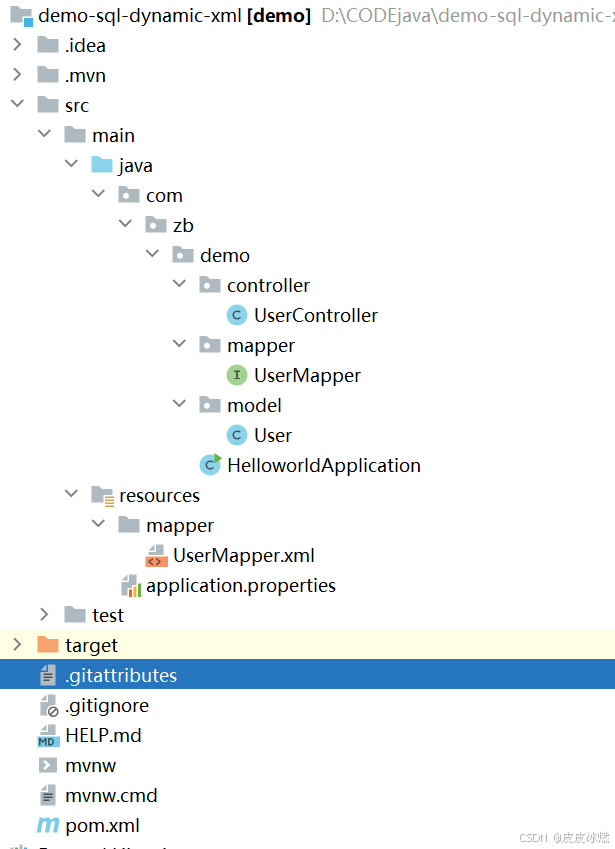
SpringBoot-17-MyBatis动态SQL标签之常用标签
文章目录 1 代码1.1 实体User.java1.2 接口UserMapper.java1.3 映射UserMapper.xml1.3.1 标签if1.3.2 标签if和where1.3.3 标签choose和when和otherwise1.4 UserController.java2 常用动态SQL标签2.1 标签set2.1.1 UserMapper.java2.1.2 UserMapper.xml2.1.3 UserController.ja…
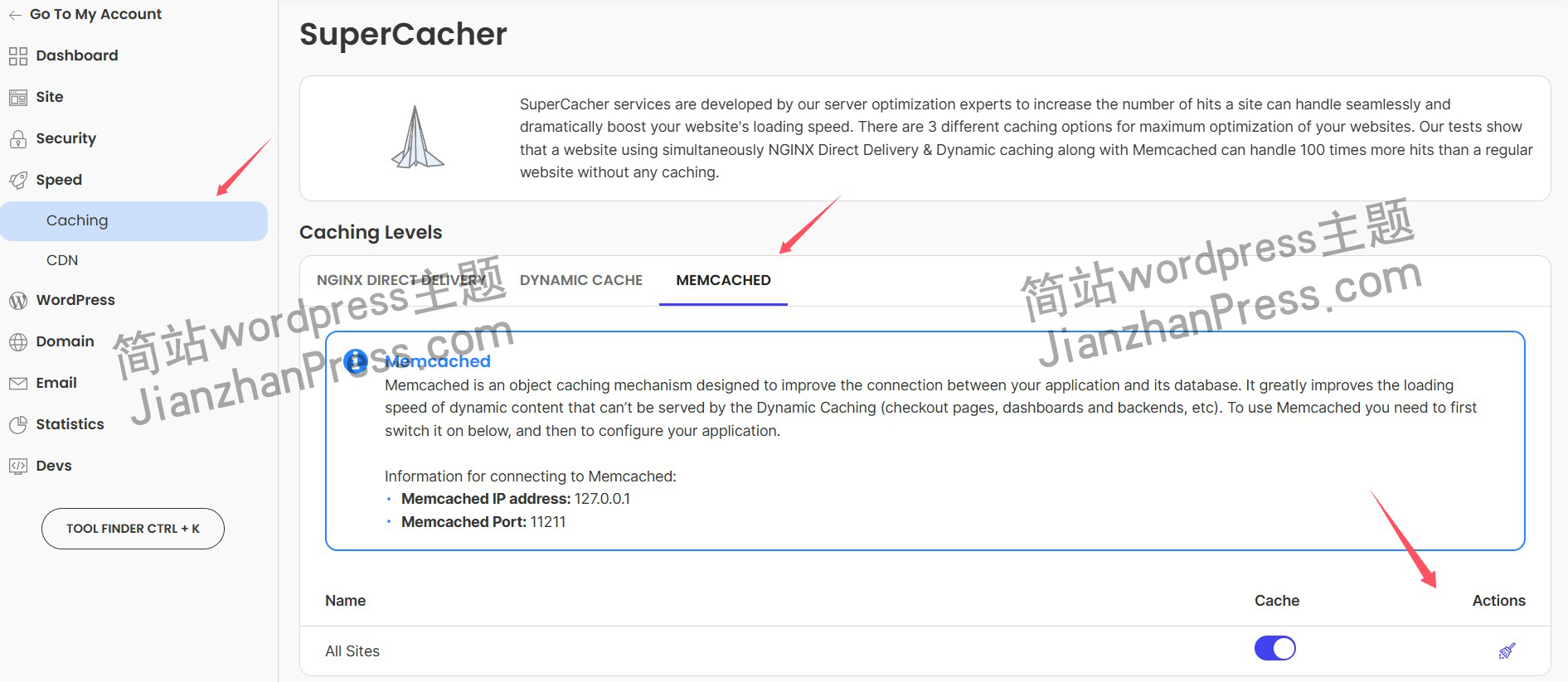
wordpress后台更新后 前端没变化的解决方法
使用siteground主机的wordpress网站,会出现更新了网站内容和修改了php模板文件、js文件、css文件、图片文件后,网站没有变化的情况。
不熟悉siteground主机的新手,遇到这个问题,就很抓狂,明明是哪都没操作错误&#x…
网络编程(Modbus进阶)
思维导图 Modbus RTU(先学一点理论)
概念 Modbus RTU 是工业自动化领域 最广泛应用的串行通信协议,由 Modicon 公司(现施耐德电气)于 1979 年推出。它以 高效率、强健性、易实现的特点成为工业控制系统的通信标准。 包…

UE5 学习系列(二)用户操作界面及介绍
这篇博客是 UE5 学习系列博客的第二篇,在第一篇的基础上展开这篇内容。博客参考的 B 站视频资料和第一篇的链接如下:
【Note】:如果你已经完成安装等操作,可以只执行第一篇博客中 2. 新建一个空白游戏项目 章节操作,重…
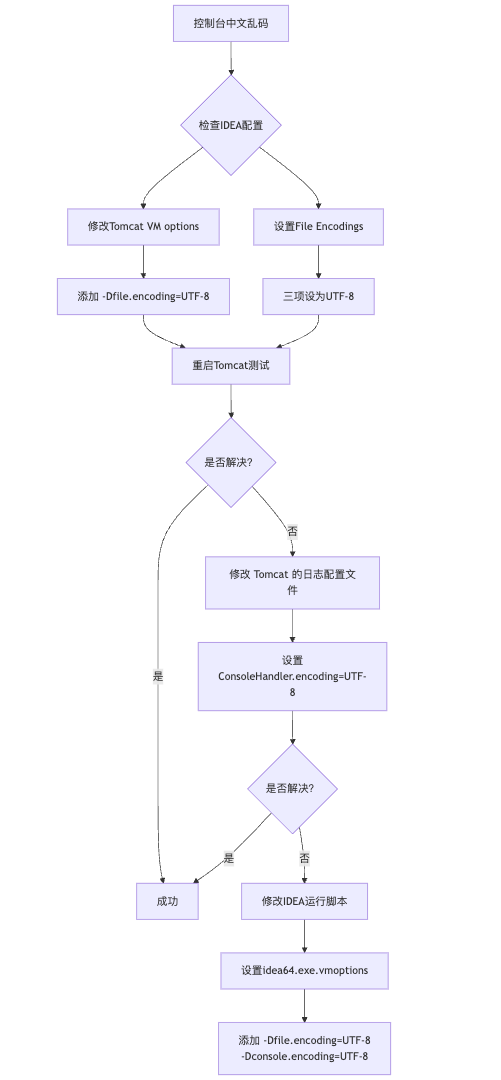
IDEA运行Tomcat出现乱码问题解决汇总
最近正值期末周,有很多同学在写期末Java web作业时,运行tomcat出现乱码问题,经过多次解决与研究,我做了如下整理:
原因:
IDEA本身编码与tomcat的编码与Windows编码不同导致,Windows 系统控制台…
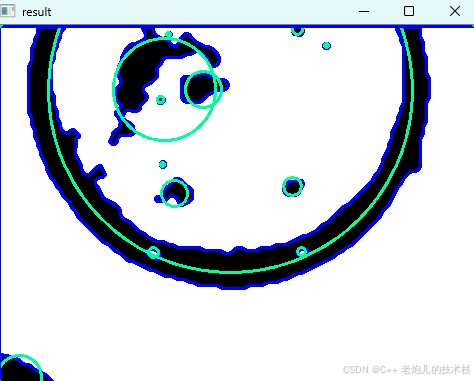
利用最小二乘法找圆心和半径
#include <iostream>
#include <vector>
#include <cmath>
#include <Eigen/Dense> // 需安装Eigen库用于矩阵运算 // 定义点结构
struct Point { double x, y; Point(double x_, double y_) : x(x_), y(y_) {}
}; // 最小二乘法求圆心和半径 …
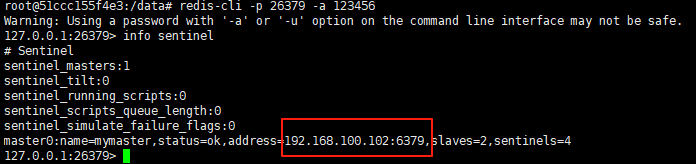
使用docker在3台服务器上搭建基于redis 6.x的一主两从三台均是哨兵模式
一、环境及版本说明
如果服务器已经安装了docker,则忽略此步骤,如果没有安装,则可以按照一下方式安装: 1. 在线安装(有互联网环境): 请看我这篇文章 传送阵>> 点我查看 2. 离线安装(内网环境):请看我这篇文章 传送阵>> 点我查看
说明:假设每台服务器已…
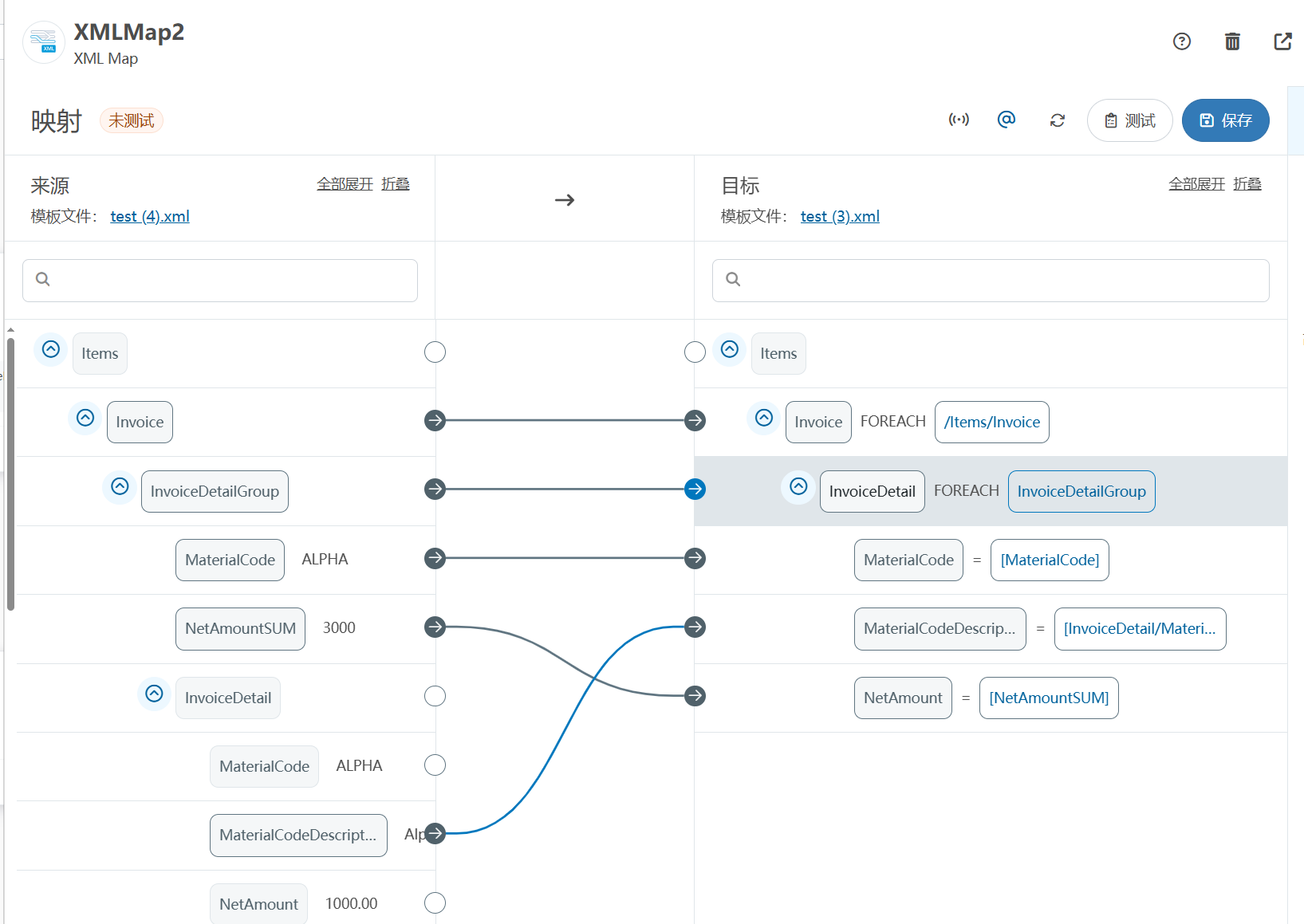
XML Group端口详解
在XML数据映射过程中,经常需要对数据进行分组聚合操作。例如,当处理包含多个物料明细的XML文件时,可能需要将相同物料号的明细归为一组,或对相同物料号的数量进行求和计算。传统实现方式通常需要编写脚本代码,增加了开…
LBE-LEX系列工业语音播放器|预警播报器|喇叭蜂鸣器的上位机配置操作说明
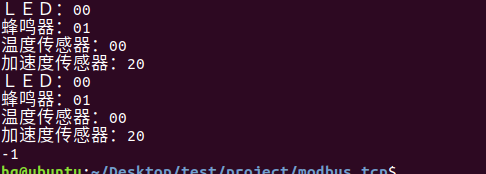
LBE-LEX系列工业语音播放器|预警播报器|喇叭蜂鸣器专为工业环境精心打造,完美适配AGV和无人叉车。同时,集成以太网与语音合成技术,为各类高级系统(如MES、调度系统、库位管理、立库等)提供高效便捷的语音交互体验。
L…
(LeetCode 每日一题) 3442. 奇偶频次间的最大差值 I (哈希、字符串)
题目:3442. 奇偶频次间的最大差值 I 思路 :哈希,时间复杂度0(n)。 用哈希表来记录每个字符串中字符的分布情况,哈希表这里用数组即可实现。
C版本:
class Solution {
public:int maxDifference(string s) {int a[26]…
【大模型RAG】拍照搜题技术架构速览:三层管道、两级检索、兜底大模型
摘要
拍照搜题系统采用“三层管道(多模态 OCR → 语义检索 → 答案渲染)、两级检索(倒排 BM25 向量 HNSW)并以大语言模型兜底”的整体框架: 多模态 OCR 层 将题目图片经过超分、去噪、倾斜校正后,分别用…
【Axure高保真原型】引导弹窗
今天和大家中分享引导弹窗的原型模板,载入页面后,会显示引导弹窗,适用于引导用户使用页面,点击完成后,会显示下一个引导弹窗,直至最后一个引导弹窗完成后进入首页。具体效果可以点击下方视频观看或打开下方…
接口测试中缓存处理策略
在接口测试中,缓存处理策略是一个关键环节,直接影响测试结果的准确性和可靠性。合理的缓存处理策略能够确保测试环境的一致性,避免因缓存数据导致的测试偏差。以下是接口测试中常见的缓存处理策略及其详细说明:
一、缓存处理的核…
龙虎榜——20250610
上证指数放量收阴线,个股多数下跌,盘中受消息影响大幅波动。 深证指数放量收阴线形成顶分型,指数短线有调整的需求,大概需要一两天。 2025年6月10日龙虎榜行业方向分析 1. 金融科技
代表标的:御银股份、雄帝科技
驱动…

观成科技:隐蔽隧道工具Ligolo-ng加密流量分析
1.工具介绍
Ligolo-ng是一款由go编写的高效隧道工具,该工具基于TUN接口实现其功能,利用反向TCP/TLS连接建立一条隐蔽的通信信道,支持使用Let’s Encrypt自动生成证书。Ligolo-ng的通信隐蔽性体现在其支持多种连接方式,适应复杂网…

铭豹扩展坞 USB转网口 突然无法识别解决方法
当 USB 转网口扩展坞在一台笔记本上无法识别,但在其他电脑上正常工作时,问题通常出在笔记本自身或其与扩展坞的兼容性上。以下是系统化的定位思路和排查步骤,帮助你快速找到故障原因:
背景:
一个M-pard(铭豹)扩展坞的网卡突然无法识别了,扩展出来的三个USB接口正常。…

未来机器人的大脑:如何用神经网络模拟器实现更智能的决策?
编辑:陈萍萍的公主一点人工一点智能 未来机器人的大脑:如何用神经网络模拟器实现更智能的决策?RWM通过双自回归机制有效解决了复合误差、部分可观测性和随机动力学等关键挑战,在不依赖领域特定归纳偏见的条件下实现了卓越的预测准…

Linux应用开发之网络套接字编程(实例篇)
服务端与客户端单连接
服务端代码
#include <sys/socket.h>
#include <sys/types.h>
#include <netinet/in.h>
#include <stdio.h>
#include <stdlib.h>
#include <string.h>
#include <arpa/inet.h>
#include <pthread.h>
…

华为云AI开发平台ModelArts
华为云ModelArts:重塑AI开发流程的“智能引擎”与“创新加速器”!
在人工智能浪潮席卷全球的2025年,企业拥抱AI的意愿空前高涨,但技术门槛高、流程复杂、资源投入巨大的现实,却让许多创新构想止步于实验室。数据科学家…
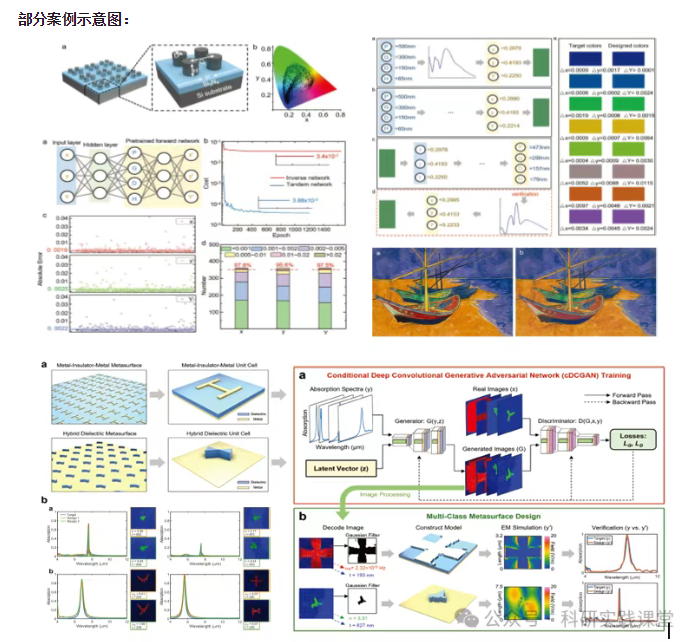
深度学习在微纳光子学中的应用
深度学习在微纳光子学中的主要应用方向
深度学习与微纳光子学的结合主要集中在以下几个方向:
逆向设计 通过神经网络快速预测微纳结构的光学响应,替代传统耗时的数值模拟方法。例如设计超表面、光子晶体等结构。
特征提取与优化 从复杂的光学数据中自…