采用 LabVIEW 开发旋转机械智能监测与故障诊断系统,通过集品牌硬件与先进信号处理技术,实现旋转机械振动信号的实时采集、分析及故障预警。系统突破传统监测手段的局限性,解决了复杂工业环境下信号干扰强、故障特征提取难等问题,为电力、石化、冶金等领域的大型旋转机械(如汽轮机、压缩机、电机)提供了高精度、高可靠性的状态监测与故障诊断解决方案。
适用于电力行业汽轮发电机组的轴系振动监测、石化行业离心压缩机的叶轮故障诊断、冶金行业大型电机的轴承磨损检测等场景。可在强电磁干扰、高温高湿等恶劣工业环境下,实现对旋转机械转速、振动加速度、位移等关键参数的连续监测,及时发现设备潜在故障(如不平衡、不对中、轴承故障等),降低停机维护成本,提升设备运行效率。
硬件选型
| 设备类型 | 品牌及型号 | 核心参数 | 功能特点 |
| 数据采集卡 | NI PCIe-6356 | 16 位分辨率,采样率 1.25 MS/s,8 路模拟输入 | 高速同步采集多通道振动信号,支持 LabVIEW 原生驱动 |
| 加速度传感器 | PCB 352C33 | 灵敏度 100 mV/g,频率范围 0.5 Hz~10 kHz | 高灵敏度、宽频响,适用于旋转机械振动测量 |
| 电荷放大器 | NI 9234 | 增益范围 1-1000 倍,抗混叠滤波 | 放大传感器微弱信号,抑制高频噪声 |
| 工业计算机 | 研华 UNO-3083 | Intel i7 处理器,8GB 内存,Windows 10 系统 | 稳定运行 LabVIEW 程序,支持多任务实时处理 |
| 激光对中仪 | Fluke 830 | 对中精度 ±0.001 mm | 精确校准旋转机械轴系对中状态 |
软件架构
(一)开发平台
-
主开发环境:LabVIEW 2022(含 SignalExpress 模块、MathScript 节点)。
-
辅助工具:MATLAB R2022b(用于小波分析算法开发)、SQL Server 2019(数据存储)。
(二)系统模块划分
-
数据采集层
-
功能:通过 NI-DAQmx 驱动实现对 PCIe-6356 卡的控制,支持触发采集(如外部脉冲触发)和连续采集模式,可配置采样率、通道增益等参数。
-
技术要点:采用多线程技术避免数据丢帧,通过 DMA(直接内存访问)提升数据传输效率。
-
-
信号处理层
-
时域分析:均值、有效值、峭度等统计参数计算,波形显示与动态刷新。
-
频域分析:FFT 频谱(分辨率 1 Hz)、功率谱、倒频谱分析,支持汉宁窗、布莱克曼窗等多种窗函数。
-
时频分析:短时傅里叶变换(STFT)、小波变换(Daubechies 小波基),用于非平稳信号特征提取。
-
-
故障诊断层
-
模板匹配:内置典型故障特征库(如不平衡频谱特征:1X 频率成分突出),通过欧氏距离实现故障模式匹配。
-
趋势分析:对振动参数(如振动烈度)进行趋势建模,预测设备剩余使用寿命。
-
报警机制:设置多级阈值(警告 / 危险阈值),触发声光报警并自动保存故障时刻数据。
-
-
人机交互层
-
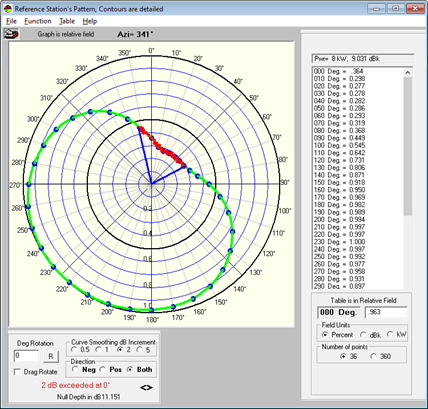
前面板设计:集成实时波形显示、参数设置、故障报表生成等功能,支持极坐标图、三维谱阵图等多种显示方式。
-
数据管理:历史数据自动存储(SQL 数据库),支持按时间 / 设备编号检索,生成 Excel 格式趋势报告。
-
功能详解
(一)实时状态监测
-
多通道同步采集:同时接入 8 路振动信号,实时显示各通道时域波形(图 1),支持波形缩放、光标测量(如峰峰值、周期)。
-
动态参数显示:实时计算并显示振动加速度、速度、位移的有效值,转速波动范围等关键参数。
-
设备运行状态图谱:以仪表盘形式显示设备运行状态指数(0-100 分),综合振动、温度等参数评估设备健康度。
(二)高级信号分析
-
频谱细化分析:采用 Zoom-FFT 技术对感兴趣频段(如轴承特征频率附近)进行高分辨率分析,分辨率可达 0.1 Hz。
-
倒频谱分析:有效提取复杂频谱中的周期性成分,用于识别齿轮啮合故障、轴承外圈故障等隐蔽故障。
-
小波包分解:将信号分解到多个频带,计算各频带能量占比,定位故障对应的特征频带(图 2)。
(三)故障诊断与预测
-
典型故障诊断流程
1. 数据采集:获取振动加速度信号(采样率 10 kHz,时长 10 s)。
2. 预处理:使用 50 Hz 陷波滤波器去除工频干扰,应用归一化处理。
3. 特征提取:计算峭度值(正常状态峭度≈3,轴承故障时峭度 > 5),提取 FFT 频谱中 1X、2X、3X 及轴承特征频率成分。
4. 故障识别:对比内置故障模板,若 1X 频率幅值超过阈值且伴随低频谐波,判定为不平衡故障。
-
剩余寿命预测:基于振动烈度趋势数据,采用指数平滑法拟合劣化曲线,预测设备到达维修阈值的时间(误差 < 5%)。
关键问题
(一)强电磁干扰抑制
-
问题:工业现场变频器、电机启动等产生强电磁噪声,导致采集信号信噪比低(SNR<10 dB)。
-
解决方案
-
硬件层面:采用双层屏蔽电缆(内层铝箔 + 外层编织铜网),传感器端单点接地,计算机电源加装 EMI 滤波器。
-
软件层面:开发自适应陷波滤波器,通过 LMS 算法实时跟踪并抑制干扰频率(如 50 Hz 工频及其谐波)。
-
(二)非平稳信号特征提取
-
问题:设备启动 / 停机过程中信号非平稳性强,传统 FFT 分析难以捕捉瞬态故障特征。
-
解决方案
-
采用同步整周期采样技术,通过键相器获取转速脉冲信号,实现等角度重采样,将非平稳信号转换为平稳的角域信号。
-
应用小波变换(如 Morlet 小波)进行时频分析,通过时频图中能量集中区域定位冲击故障时刻(如齿轮断齿引起的瞬态冲击)。
-
(三)多源数据融合与系统集成
-
问题:振动数据需与温度、油压等多源数据融合分析,但不同传感器接口协议各异(如 Modbus、CAN 总线)。
-
解决方案
-
开发通用数据接口模块,通过 OPC UA 协议集成振动(NI 采集卡)、温度(Modbus 传感器)、油压(CAN 总线变送器)数据。
-
在 LabVIEW 中建立数据融合模型,采用主成分分析(PCA)降低数据维度,提升故障诊断准确率(较单一振动数据提升 20%)。
-
(四)实时性与系统资源优化
-
问题:高采样率(10 kHz)与多通道(8 路)采集导致 CPU 负载过高(>80%),出现数据丢帧。
-
解决方案
-
采用 LabVIEW 实时模块(Real-Time Module),将数据采集任务部署至 FPGA 终端,实现硬件加速,CPU 负载降至 30% 以下。
-
优化程序架构,将信号处理任务拆分为独立线程,通过队列(Queue)实现数据异步处理,避免主线程阻塞。
-
系统总结
-
系统优势:基于 NI 硬件与 LabVIEW 的深度集成,实现了从信号采集到故障诊断的全流程自动化,诊断准确率达 95% 以上,较传统人工分析效率提升 5 倍。
-
实践建议
-
硬件选型时优先考虑支持同步采集的 DAQ 设备(如 NI PCIe-6356),确保多通道信号相位一致性。
-
定期更新故障特征库,建议每季度收集典型故障数据(如轴承内圈、外圈、滚动体故障样本),通过机器学习算法优化诊断模型。
-
建立预防性维护策略,结合趋势分析结果,提前制定检修计划,避免突发停机事故。
-