作者 | 裴宪军 ,仿真秀专栏作者
一、写在文前
焊接技术作为现代制造业中的支柱技术之一,是制造强国的关键保障。由于其整体性强、轻量化、经济性好等优点,焊接结构被广泛应用于轨道交通、航空航天,船舶、重型装备等领域,安全承载问题也一直是业界关注的热点。然而焊接接头组织性能不均匀,应力集中大,存在残余应力、变形甚至焊接缺陷,这导致焊接接头往往是整体结构中最容易发生疲劳破坏的位置,据 资 料 统 计,在 焊 接 结 构 的 失 效 中,有70%-90%是由于焊接接头的疲劳断裂造成的[1]。因此,如何准确有效的对焊接结构进行疲劳分析,包括疲劳寿命预测与抗疲劳优化设计,是保证金属工程结构安全可靠运行的关键。
基于结构应力方法的焊接结构疲劳评估及实例分析(上篇)对焊接结构疲劳的特殊性和国内外对焊接疲劳的研究现状进行了概述,并重点介绍了结构应力+Master S-N曲线方法(即美国工程师协会ASME标准方法)。本文(下篇)则以正交异性板钢桥结构为例,详细介绍结构应力方法分析焊接接头疲劳问题的具体步骤。分析采用ABAQUS有限元软件+Excel后处理进行。后续笔者将在仿真秀官网和App个人专栏-WeldMech上传视频教程,分别介绍利用二维和三维有限元模型+结构应力+主S-N曲线方法对OSD钢桥焊接接头进行疲劳分析的具体步骤,如有不当,欢迎各位同行和专家不吝赐教、批评指正,共同进步。
二、原始试验数据
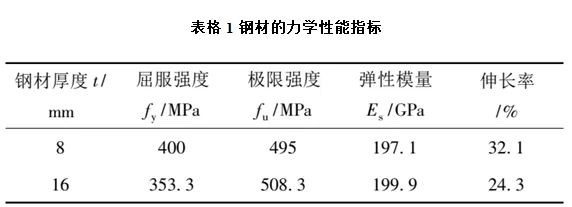
上海交通大学程斌教授课题组对组尺寸正交异性钢桥进行了详细的高周疲劳试验[2, 3],为研究OSD钢桥的疲劳行为提供了宝贵的试验数据。试验细节如下:节点试件共 6 个, 由 U 肋和盖板焊接而成。试件编号为 H-RD-1至H-RD-6,盖板长、宽、板厚分别为 1000, 400, 16 mm。纵肋为 U 肋,外侧开口为 300 mm, 宽为400 mm, 壁厚为 8 mm。圆 钢 中 心 距 离 盖 板 边 缘50 mm。焊接方式为二氧化碳气保焊, 焊缝为 8 mm,图 1 为试件构造和焊缝位置图。试件采用 Q345 钢,实测材料属性见表 1[3]。
试验分为两种加载情况,即试件H-RD-1,H-RD-2, H-RD-3 采用中心加载, 荷载中心与盖板中心重合; 试件 H-RD-4, H-RD-5, H-RD-6 采 用 偏 心 加 载, 荷 载 中 心 距 离 盖 板 边 缘350 mm ( 即位于 U 肋与盖板交线) 。具体如图 1[3]所示, 加载面积为 250 mm × 250 mm。疲劳荷载应力比 R = 0. 1, 加载频率为 3 ~ 4 Hz。
点击完整阅读全文
基于结构应力方法的焊接结构疲劳评估及实例分析(下篇)
相关阅读推荐
“貌离神合”的海工结构疲劳分析中的S-N曲线和断裂力学方法
海工专题 | 自升式平台圆柱形桩腿结构强度分析思路与方法
基于结构应力方法的焊接结构疲劳评估及实例分析(上篇)

![[附源码]java毕业设计疫情状态下病房管理平台](https://img-blog.csdnimg.cn/6800e62ab8474a83b0b62ffd22724328.png)

![[附源码]java毕业设计医药管理系统](https://img-blog.csdnimg.cn/9dbaaeb7944b4350b7ef052bd61d320b.png)