从‘虚轴’到‘实轴’:用倍福NC过程映像,在包装产线上实现凸轮同步的完整配置流程
news2026/5/2 1:11:01
从‘虚轴’到‘实轴’倍福NC过程映像在包装产线凸轮同步中的实战解析在高速包装产线上铝箔药片装盒机的推入、封口、印刷等工序需要在传送带连续运动中完成这对运动控制的同步精度提出了严苛要求。传统机械凸轮已难以满足柔性化生产需求而倍福Beckhoff的NC虚轴技术配合过程映像Process Image机制正在成为实现电子凸轮同步的新范式。本文将拆解如何通过虚轴构建虚拟主轴并精准映射实轴运动参数最终在TwinCAT环境中实现μ级同步控制。1. 虚轴技术包装产线的虚拟主轴设计包装机械的电子凸轮系统中虚轴Virtual Axis本质上是一个数学建模的运动曲线发生器。以铝箔装盒产线为例当传送带以2m/s匀速运动时虚轴会模拟出一个与传送带位移严格同步的虚拟主轴。这个主轴没有物理伺服电机但所有实轴如推料轴、封口轴的运动轨迹都以其为基准。虚轴的核心优势在于故障隔离物理主轴可能因伺服报警导致整线停机而虚轴仅执行数学运算可靠性提升3个数量级动态调整生产速度变更时只需修改虚轴速度参数所有从轴自动重新同步相位补偿通过nDataIn7参数可实时修正传送带打滑造成的相位偏差// TwinCAT中虚轴创建示例 VAR VirtualMaster : AXIS_REF; CamTable : MC_CAMTABLE_REF; END_VAR // 初始化虚轴为线性主轴 MC_Power( Axis:VirtualMaster, Enable:TRUE, Position:0.0 );2. 过程映像的双向数据通道倍福的NC过程映像在PLC轴逻辑控制层与物理轴执行层之间构建了实时数据桥梁。这个过程涉及两个关键映射周期交互层级周期时间数据流向典型参数PLC↔NC轴10ms控制指令下发状态监控读取nCtrl1-8nState1-8NC轴↔物理轴2ms编码器反馈采集驱动器控制nDataIn1-7nDataOut1-6Enc过程映像负责编码器反馈数据采集这些是只读参数nDataIn132位实际位置值脉冲计数nDataIn7实际速度值配合nState5状态字nState4EtherCAT通信状态0数据有效Drive过程映像处理运动控制指令nDataOut1目标位置设定值nCtrl1nCtrl216位控制字启停/复位等nCtrl5运行模式设置8CSP模式3. 凸轮同步的实战配置流程3.1 硬件组态与轴映射在TwinCAT System Manager中扫描EtherCAT从站对实轴如推料伺服执行Create NC Axis操作在NC Configuration界面完成以下映射[Enc] nDataIn1 → 驱动器.实际位置 nState4 → ECAT.WcState [Drive] nDataOut1 → 驱动器.目标位置 nCtrl5 → 驱动器.操作模式注意当使用非标准伺服时需手动核对参数地址。建议先用EtherCAT PDO映射工具导出驱动器对象字典。3.2 虚-实轴耦合参数优化同步精度取决于三个关键参数配置参数项作用推荐值调整技巧同步窗口允许的位置偏差±500μ根据机械刚性调整平滑时间加减速过渡50ms过小会导致振动前馈增益动态补偿85%通过FFT分析优化// 凸轮表绑定示例 MC_CamIn( Master:VirtualMaster, Slave:PushAxis, CamTable:CamTable, MasterOffset:0.0, SlaveOffset:Position_Compensate, StartMode:MC_CAM_START_ABSOLUTE );4. 诊断与精度验证方法当同步出现微秒级偏差时可通过以下步骤排查过程映像监控在TwinCAT Scope中捕获nDataIn1实际位置与nDataOut1目标位置波形检查nState4是否持续为0通信正常抖动分析EL37xx终端测量伺服使能信号与编码器Z脉冲的相位差 → 正常值应±1μs机械谐振抑制在Drive过程映像中启用Notch滤波器nCtrl70x05设置中心频率为机械谐振点如120Hz实际项目中通过上述方法可将铝箔装盒机的同步精度控制在±25μm内满足GMP认证对药品包装的严苛要求。某国际药企的应用数据显示采用该方案后设备OEE提升19%换型时间缩短40%。
本文来自互联网用户投稿,该文观点仅代表作者本人,不代表本站立场。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如若转载,请注明出处:http://www.coloradmin.cn/o/2573604.html
如若内容造成侵权/违法违规/事实不符,请联系多彩编程网进行投诉反馈,一经查实,立即删除!相关文章
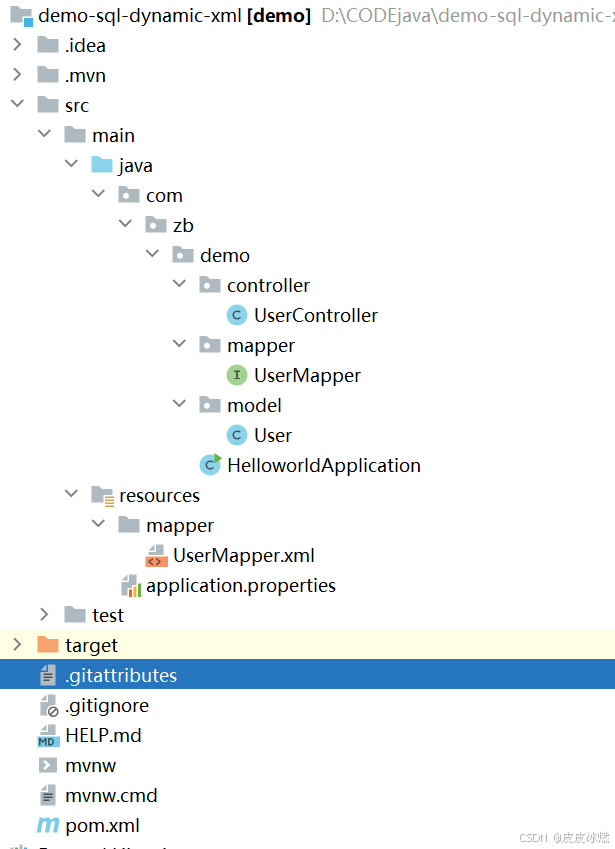
SpringBoot-17-MyBatis动态SQL标签之常用标签
文章目录 1 代码1.1 实体User.java1.2 接口UserMapper.java1.3 映射UserMapper.xml1.3.1 标签if1.3.2 标签if和where1.3.3 标签choose和when和otherwise1.4 UserController.java2 常用动态SQL标签2.1 标签set2.1.1 UserMapper.java2.1.2 UserMapper.xml2.1.3 UserController.ja…
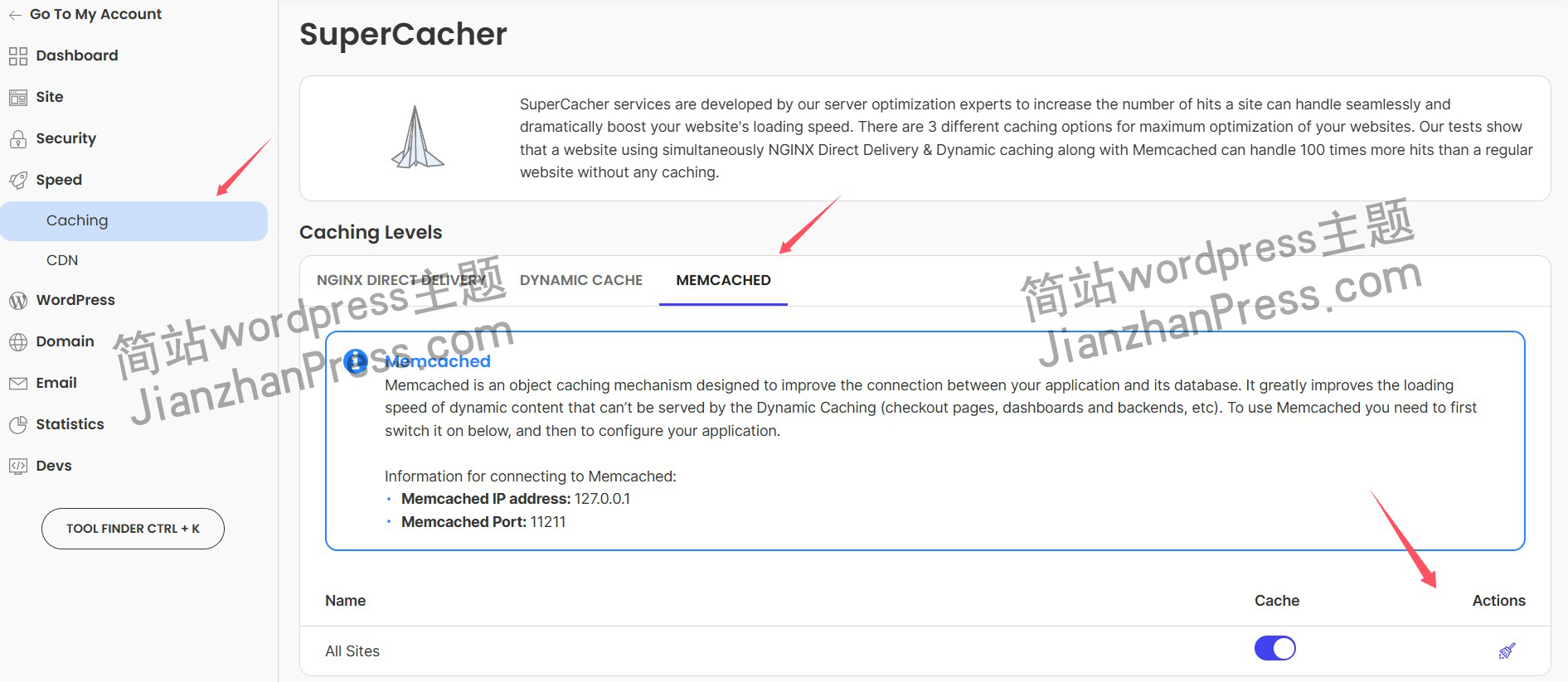
wordpress后台更新后 前端没变化的解决方法
使用siteground主机的wordpress网站,会出现更新了网站内容和修改了php模板文件、js文件、css文件、图片文件后,网站没有变化的情况。
不熟悉siteground主机的新手,遇到这个问题,就很抓狂,明明是哪都没操作错误&#x…
网络编程(Modbus进阶)
思维导图 Modbus RTU(先学一点理论)
概念 Modbus RTU 是工业自动化领域 最广泛应用的串行通信协议,由 Modicon 公司(现施耐德电气)于 1979 年推出。它以 高效率、强健性、易实现的特点成为工业控制系统的通信标准。 包…

UE5 学习系列(二)用户操作界面及介绍
这篇博客是 UE5 学习系列博客的第二篇,在第一篇的基础上展开这篇内容。博客参考的 B 站视频资料和第一篇的链接如下:
【Note】:如果你已经完成安装等操作,可以只执行第一篇博客中 2. 新建一个空白游戏项目 章节操作,重…
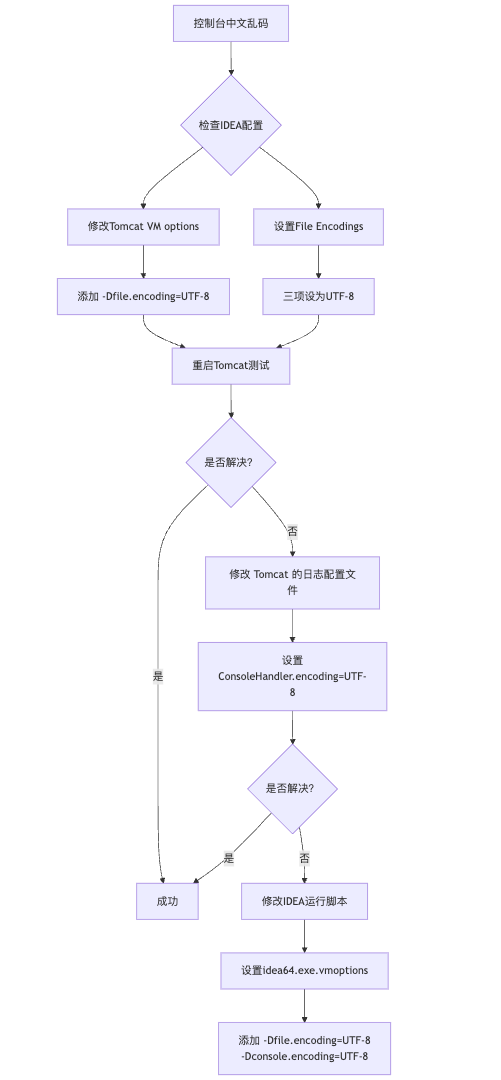
IDEA运行Tomcat出现乱码问题解决汇总
最近正值期末周,有很多同学在写期末Java web作业时,运行tomcat出现乱码问题,经过多次解决与研究,我做了如下整理:
原因:
IDEA本身编码与tomcat的编码与Windows编码不同导致,Windows 系统控制台…
利用最小二乘法找圆心和半径
#include <iostream>
#include <vector>
#include <cmath>
#include <Eigen/Dense> // 需安装Eigen库用于矩阵运算 // 定义点结构
struct Point { double x, y; Point(double x_, double y_) : x(x_), y(y_) {}
}; // 最小二乘法求圆心和半径 …
使用docker在3台服务器上搭建基于redis 6.x的一主两从三台均是哨兵模式
一、环境及版本说明
如果服务器已经安装了docker,则忽略此步骤,如果没有安装,则可以按照一下方式安装: 1. 在线安装(有互联网环境): 请看我这篇文章 传送阵>> 点我查看 2. 离线安装(内网环境):请看我这篇文章 传送阵>> 点我查看
说明:假设每台服务器已…
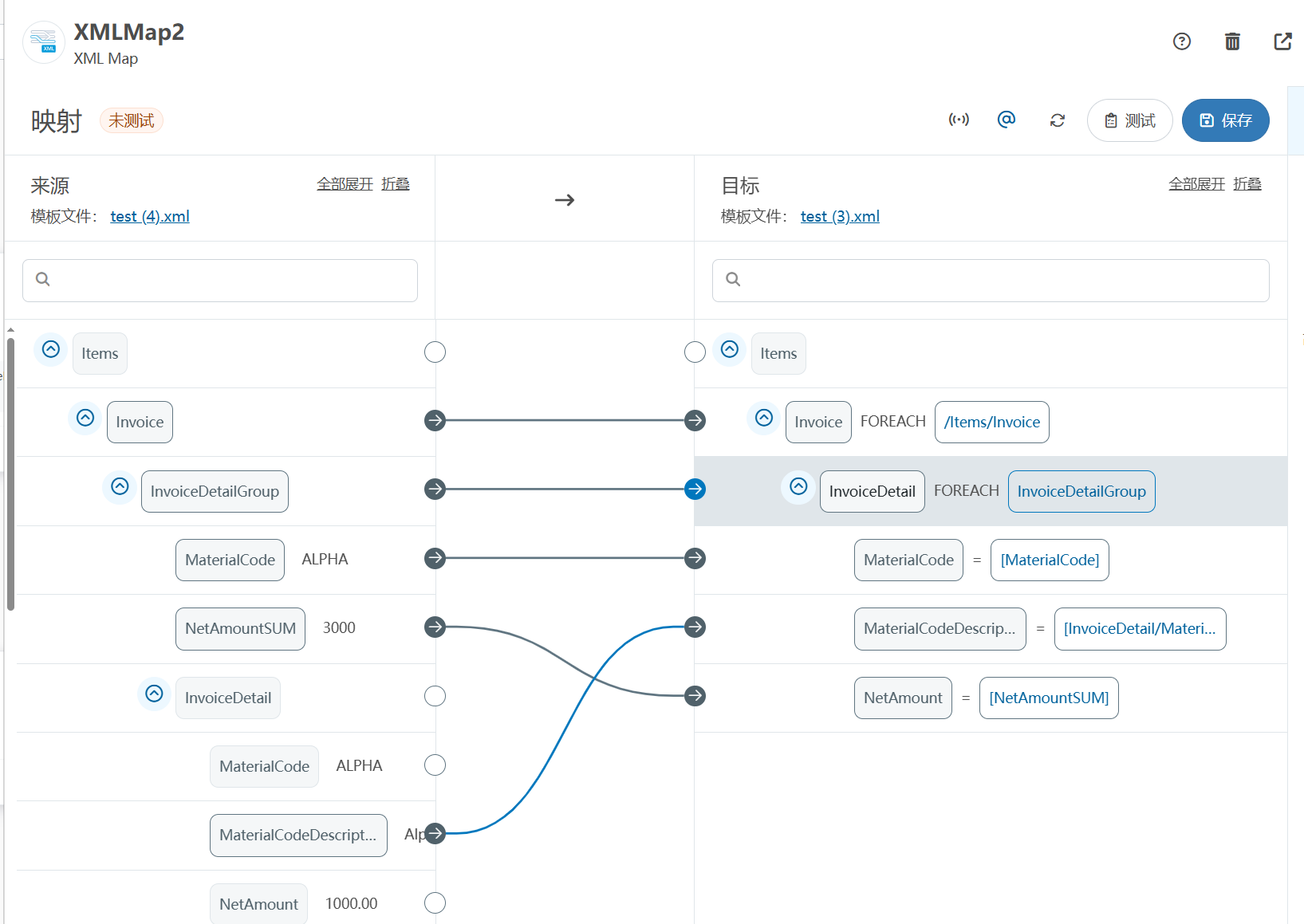
XML Group端口详解
在XML数据映射过程中,经常需要对数据进行分组聚合操作。例如,当处理包含多个物料明细的XML文件时,可能需要将相同物料号的明细归为一组,或对相同物料号的数量进行求和计算。传统实现方式通常需要编写脚本代码,增加了开…
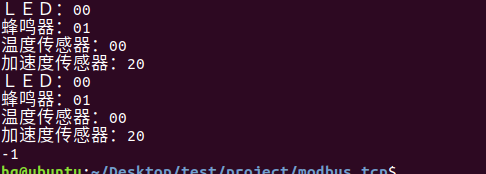
LBE-LEX系列工业语音播放器|预警播报器|喇叭蜂鸣器的上位机配置操作说明
LBE-LEX系列工业语音播放器|预警播报器|喇叭蜂鸣器专为工业环境精心打造,完美适配AGV和无人叉车。同时,集成以太网与语音合成技术,为各类高级系统(如MES、调度系统、库位管理、立库等)提供高效便捷的语音交互体验。
L…
(LeetCode 每日一题) 3442. 奇偶频次间的最大差值 I (哈希、字符串)
题目:3442. 奇偶频次间的最大差值 I 思路 :哈希,时间复杂度0(n)。 用哈希表来记录每个字符串中字符的分布情况,哈希表这里用数组即可实现。
C版本:
class Solution {
public:int maxDifference(string s) {int a[26]…
【大模型RAG】拍照搜题技术架构速览:三层管道、两级检索、兜底大模型
摘要
拍照搜题系统采用“三层管道(多模态 OCR → 语义检索 → 答案渲染)、两级检索(倒排 BM25 向量 HNSW)并以大语言模型兜底”的整体框架: 多模态 OCR 层 将题目图片经过超分、去噪、倾斜校正后,分别用…
【Axure高保真原型】引导弹窗
今天和大家中分享引导弹窗的原型模板,载入页面后,会显示引导弹窗,适用于引导用户使用页面,点击完成后,会显示下一个引导弹窗,直至最后一个引导弹窗完成后进入首页。具体效果可以点击下方视频观看或打开下方…
接口测试中缓存处理策略
在接口测试中,缓存处理策略是一个关键环节,直接影响测试结果的准确性和可靠性。合理的缓存处理策略能够确保测试环境的一致性,避免因缓存数据导致的测试偏差。以下是接口测试中常见的缓存处理策略及其详细说明:
一、缓存处理的核…
龙虎榜——20250610
上证指数放量收阴线,个股多数下跌,盘中受消息影响大幅波动。 深证指数放量收阴线形成顶分型,指数短线有调整的需求,大概需要一两天。 2025年6月10日龙虎榜行业方向分析 1. 金融科技
代表标的:御银股份、雄帝科技
驱动…

观成科技:隐蔽隧道工具Ligolo-ng加密流量分析
1.工具介绍
Ligolo-ng是一款由go编写的高效隧道工具,该工具基于TUN接口实现其功能,利用反向TCP/TLS连接建立一条隐蔽的通信信道,支持使用Let’s Encrypt自动生成证书。Ligolo-ng的通信隐蔽性体现在其支持多种连接方式,适应复杂网…

铭豹扩展坞 USB转网口 突然无法识别解决方法
当 USB 转网口扩展坞在一台笔记本上无法识别,但在其他电脑上正常工作时,问题通常出在笔记本自身或其与扩展坞的兼容性上。以下是系统化的定位思路和排查步骤,帮助你快速找到故障原因:
背景:
一个M-pard(铭豹)扩展坞的网卡突然无法识别了,扩展出来的三个USB接口正常。…

未来机器人的大脑:如何用神经网络模拟器实现更智能的决策?
编辑:陈萍萍的公主一点人工一点智能 未来机器人的大脑:如何用神经网络模拟器实现更智能的决策?RWM通过双自回归机制有效解决了复合误差、部分可观测性和随机动力学等关键挑战,在不依赖领域特定归纳偏见的条件下实现了卓越的预测准…

Linux应用开发之网络套接字编程(实例篇)
服务端与客户端单连接
服务端代码
#include <sys/socket.h>
#include <sys/types.h>
#include <netinet/in.h>
#include <stdio.h>
#include <stdlib.h>
#include <string.h>
#include <arpa/inet.h>
#include <pthread.h>
…

华为云AI开发平台ModelArts
华为云ModelArts:重塑AI开发流程的“智能引擎”与“创新加速器”!
在人工智能浪潮席卷全球的2025年,企业拥抱AI的意愿空前高涨,但技术门槛高、流程复杂、资源投入巨大的现实,却让许多创新构想止步于实验室。数据科学家…
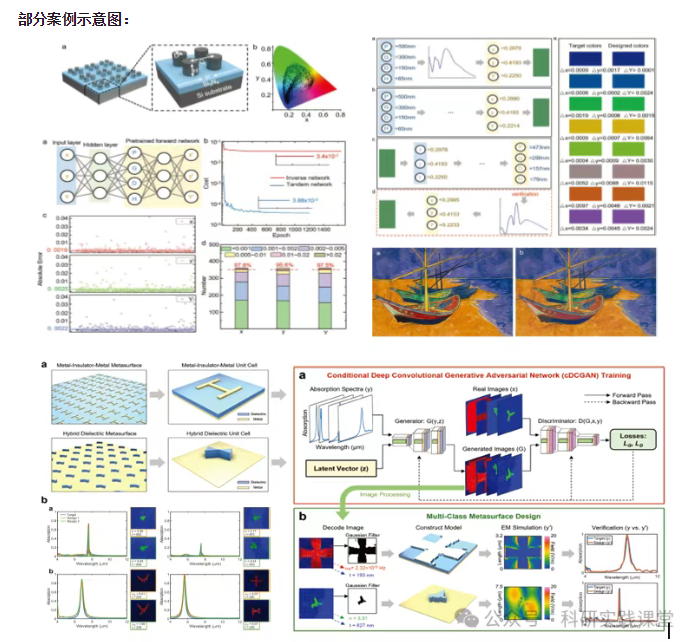
深度学习在微纳光子学中的应用
深度学习在微纳光子学中的主要应用方向
深度学习与微纳光子学的结合主要集中在以下几个方向:
逆向设计 通过神经网络快速预测微纳结构的光学响应,替代传统耗时的数值模拟方法。例如设计超表面、光子晶体等结构。
特征提取与优化 从复杂的光学数据中自…