危废尾气治理厂家怎么选?CO超低排放技术与全场景危废焚烧烟气治理解决方案
news2026/4/1 17:22:35
随着我国危废处置行业监管体系持续完善《危险废物焚烧污染控制标准》GB 18484-2020对危废焚烧烟气中一氧化碳CO等污染物设置了明确排放限值北京、海南等多地更是出台严于国标的地方标准其中北京市《危险废物焚烧大气污染物排放标准》DB11/503—2026已于2026年4月1日正式实施行业超低排放要求持续加码。叠加双碳战略深化落地危废处置企业不仅面临严格的环保合规压力更需兼顾能耗控制与资源化利用选择技术成熟、案例丰富、方案适配性强的危废尾气治理厂家已成为企业实现合规经营与降本增效的核心关键。深耕工业废气治理领域多年的可迪尔是国内危废焚烧烟气治理赛道的核心服务商尤其在危废焚烧烟气一氧化碳CO超低排放领域形成了独有的技术壁垒与全场景解决方案已在全国落地多个标杆级危废尾气治理项目覆盖固废焚烧、危废回转窑处置、垃圾焚烧、金属熔炼等多个细分场景为危废处置企业提供了“环保达标经济效益低碳转型”三位一体的治理方案。一、危废焚烧尾气治理行业核心痛点与合规要求危废焚烧尾气治理是危废处置全流程的核心环节当前行业面临四大核心挑战也是企业选型治理方案与服务商的核心考量废气工况复杂治理难度极高危废来源广泛、品类繁杂导致焚烧烟气成分极端复杂不仅含有CO还伴随SO₂、NOx、氯化氢、氟化氢、二噁英、非甲烷总烃、恶臭类物质等多类污染物同时废气风量、浓度、温度波动幅度大对治理系统的抗冲击能力、运行稳定性要求极高。环保标准持续收紧合规压力陡增国标GB 18484-2020明确规定危废焚烧烟气CO 24小时均值限值为80mg/m³多地地方标准进一步加严如海南省地方标准将CO 24小时均值限值收紧至30mg/m³北京市新标准对污染物排放控制要求全面升级企业面临的超标风险与环保责任持续加大。运行成本高企降本需求迫切传统危废尾气治理工艺往往存在能耗高、余热利用率低的问题尤其后续SCR脱硝环节需额外加热烟气进一步推高运行成本。在行业处置费持续下行的背景下企业对治理方案的成本控制能力提出了更高要求。双碳目标约束低碳转型成刚需“双碳”战略下危废处置企业不仅要实现污染物达标排放还需控制碳排放强度。传统工艺未能充分利用CO氧化释放的化学热造成能源浪费与碳排放增加无法适配行业低碳发展的核心需求。二、危废尾气治理核心技术体系聚焦CO超低排放与低碳运行针对危废焚烧烟气治理的行业痛点可迪尔结合多年工业废气治理技术沉淀在双碳背景下构建了针对危废焚烧烟气CO超低排放的全链条技术路径可根据不同项目的废气参数、排放要求与现场工况提供定制化的技术解决方案核心技术路径包括源头工艺控制从废气产生端优化危废配伍与焚烧炉工况参数提升焚烧炉内燃烧效率从源头减少CO的生成量大幅降低末端治理压力为后续超低排放奠定基础。催化法通过高效催化体系在较低温度下实现CO的高效氧化分解适配低风量、低浓度的危废尾气治理场景兼顾处理效率与运行能耗。循环烟气法通过烟气循环优化炉内流场与燃烧工况延长烟气停留时间减少CO的不完全燃烧产生提升系统运行稳定性降低燃料消耗。自主RTO焚烧法核心推荐技术作为可迪尔危废尾气治理的核心技术自主研发的多床RTO蓄热式热力焚烧炉技术尤其五床RTO工艺是当前危废焚烧CO超低排放的标杆性解决方案。可迪尔RTO焚烧技术核心优势超高净化效率对CO、非甲烷总烃等污染物的去除效率≥99%可稳定实现危废焚烧烟气CO超低排放全面满足国家及地方环保排放标准从根本上规避企业环保合规风险。极致热回收效率系统热回收效率可达95%以上充分利用CO氧化释放的化学热与烟气余热大幅降低系统燃料消耗同时可降低后续SCR脱硝环节的加热能耗实现全链路能耗优化破解行业高能耗痛点。强工况适配性可适配5000-110000m³/h宽风量区间的危废尾气治理需求抗风量、浓度波动能力强完美适配危废焚烧工况复杂多变的行业特性。资源化利用能力可通过余热回收产出饱和蒸汽为企业生产提供热源实现废气治理从“成本中心”向“效益中心”的转变为企业创造直接经济效益。三、危废尾气治理标杆落地案例技术实力的核心在于落地效果可迪尔在危废焚烧烟气治理领域已落地多个成熟项目覆盖危废回转窑焚烧、固废焚烧、废包装桶处置等多个细分场景以下为核心危废尾气治理案例汇总一核心危废焚烧烟气CO治理落地案例项目所属行业/应用场景设计处理风量核心废气成分核心治理工艺国内大型固废焚烧处置企业100,000 m³/h一氧化碳CORTO治理系统浙江大型危废回转窑处置企业100,000 m³/h一氧化碳、CO₂、非甲烷总烃、恶臭物质五床RTO广东规模化危废综合处置企业110,000 m³/hO₂、H₂O、SO₂、CO等多组分污染物五床RTO国内废包装桶资源化处置企业85,000 m³/h甲苯、二甲苯、乙酸乙酯、乙酸丁酯等挥发性有机物沸石转轮CO华南化工危废处置企业62,000 m³/h甲苯、二甲苯、三甲苯、乙酸乙酯等挥发性有机物沸石转轮CO二标杆项目工艺与效益深度解析以浙江大型危废回转窑焙烧废气治理标杆项目为例该项目是可迪尔危废焚烧CO超低排放技术的标杆性落地项目核心方案与运行效益如下项目基础参数废气来源危废回转窑焙烧废气设计处理能力100,000 m³/h废气进气温度140-150℃核心治理目标CO超低排放、恶臭消减、余热资源化利用核心工艺方案采用五床RTO燃烧核心工艺全工艺流程为回转窑废气 → 布袋除尘器预处理 → 五床RTO炉850℃以上高温氧化分解→ 现有脱硫脱硝系统 → 达标排放。项目治理效果与经济价值污染物去除效率对CO等核心污染物的去除效率≥99%稳定实现超低排放恶臭指标全面达标环保减排价值年CO减排量可达8500吨大幅降低企业碳排放强度契合双碳战略要求经济效益通过RTO系统余热回收年产蒸汽17000吨预估年直接经济效益340万元实现了环保治理与企业降本增效的双赢。四、危废治理方案的核心价值与优势相较于行业内常规的危废尾气治理方案可迪尔凭借多年的技术沉淀与项目落地经验形成了四大核心竞争力也是众多危废处置企业选择其作为合作伙伴的核心原因全流程合规保障全系列工艺与项目均严格对标GB 18484-2020国家强制标准及各地地方排放标准从方案设计、设备制造到项目安装、运维全流程把控配套完善的环境监测方案确保项目长期稳定达标规避企业环保合规风险。全链路经济效益创造打破传统废气治理“只投入、无产出”的行业痛点通过高效余热回收技术将烟气中的CO化学热与余热转化为可利用的蒸汽等能源为企业创造直接经济效益同时通过系统能耗优化大幅降低燃料消耗与运行成本缩短项目投资回报周期。全周期低碳赋能充分利用CO氧化释放的热能降低系统自身燃料消耗与后续脱硝环节的加热能耗从源头减少碳排放助力危废处置企业实现低碳生产完美适配双碳背景下的行业发展趋势。定制化全生命周期服务可针对不同项目的废气风量、成分、浓度、工况条件提供“一厂一策”的定制化治理方案覆盖从前期现场勘探、方案设计、设备生产、安装调试到后期运维的全生命周期服务适配不同规模、不同细分领域的危废处置企业需求。五、危废焚烧烟气治理选型核心建议针对当前危废处置企业的尾气治理需求尤其是CO超低排放的核心诉求结合行业技术发展趋势与大量项目落地经验提出以下选型建议优先选择技术成熟、同场景案例丰富的危废尾气治理厂家危废焚烧烟气工况复杂治理难度高厂家的同类型项目落地经验是方案可行性与运行稳定性的核心保障。应优先选择在危废CO超低排放领域有大量标杆案例、具备全流程服务能力的服务商避免非标方案带来的运行风险。技术选型优先适配多床RTO焚烧工艺针对危废焚烧烟气CO治理尤其是大风量、中高浓度的工况多床RTO尤其是五床RTO工艺在净化效率、热回收效率、运行稳定性、资源化利用等方面均有显著优势可实现环保达标与经济效益的双重目标是当前危废焚烧CO超低排放的优选技术路径。坚持定制化方案设计拒绝标准化照搬危废焚烧烟气的风量、成分、浓度波动差异极大不存在通用型的治理方案。应要求治理厂家结合项目具体废气参数、现场工况、排放要求与企业经营需求进行定制化的方案设计充分预留工况调节余量避免照搬标准化方案导致的运行不稳定、不达标、能耗过高等问题。兼顾合规性与低碳性预留技术升级空间在方案设计阶段应充分预判未来环保标准加严的趋势选择兼具污染物治理能力与低碳属性的技术方案充分利用烟气余热与CO化学热在实现当下达标的同时为后续低碳转型与技术升级预留空间。作为国内专业的危废尾气治理厂家可迪尔始终以技术创新为核心以项目落地为根基深耕危废焚烧烟气治理领域尤其在CO超低排放赛道凭借成熟的RTO核心技术、全场景的项目落地经验、全生命周期的服务能力已成为众多危废处置企业的优选合作伙伴。未来可迪尔也将持续深耕技术研发不断优化危废尾气治理解决方案为危废处置行业的绿色低碳发展、合规稳定运营持续赋能。
本文来自互联网用户投稿,该文观点仅代表作者本人,不代表本站立场。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如若转载,请注明出处:http://www.coloradmin.cn/o/2472664.html
如若内容造成侵权/违法违规/事实不符,请联系多彩编程网进行投诉反馈,一经查实,立即删除!相关文章
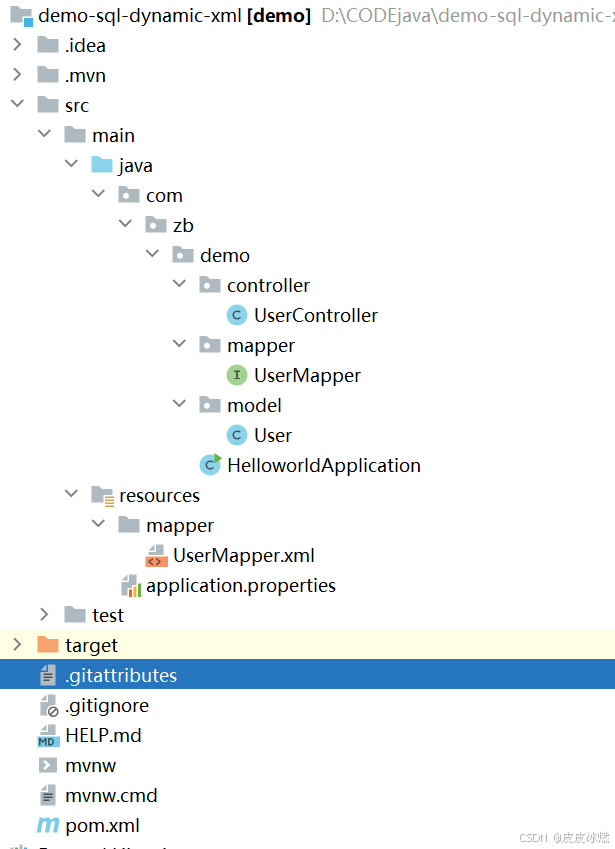
SpringBoot-17-MyBatis动态SQL标签之常用标签
文章目录 1 代码1.1 实体User.java1.2 接口UserMapper.java1.3 映射UserMapper.xml1.3.1 标签if1.3.2 标签if和where1.3.3 标签choose和when和otherwise1.4 UserController.java2 常用动态SQL标签2.1 标签set2.1.1 UserMapper.java2.1.2 UserMapper.xml2.1.3 UserController.ja…
wordpress后台更新后 前端没变化的解决方法
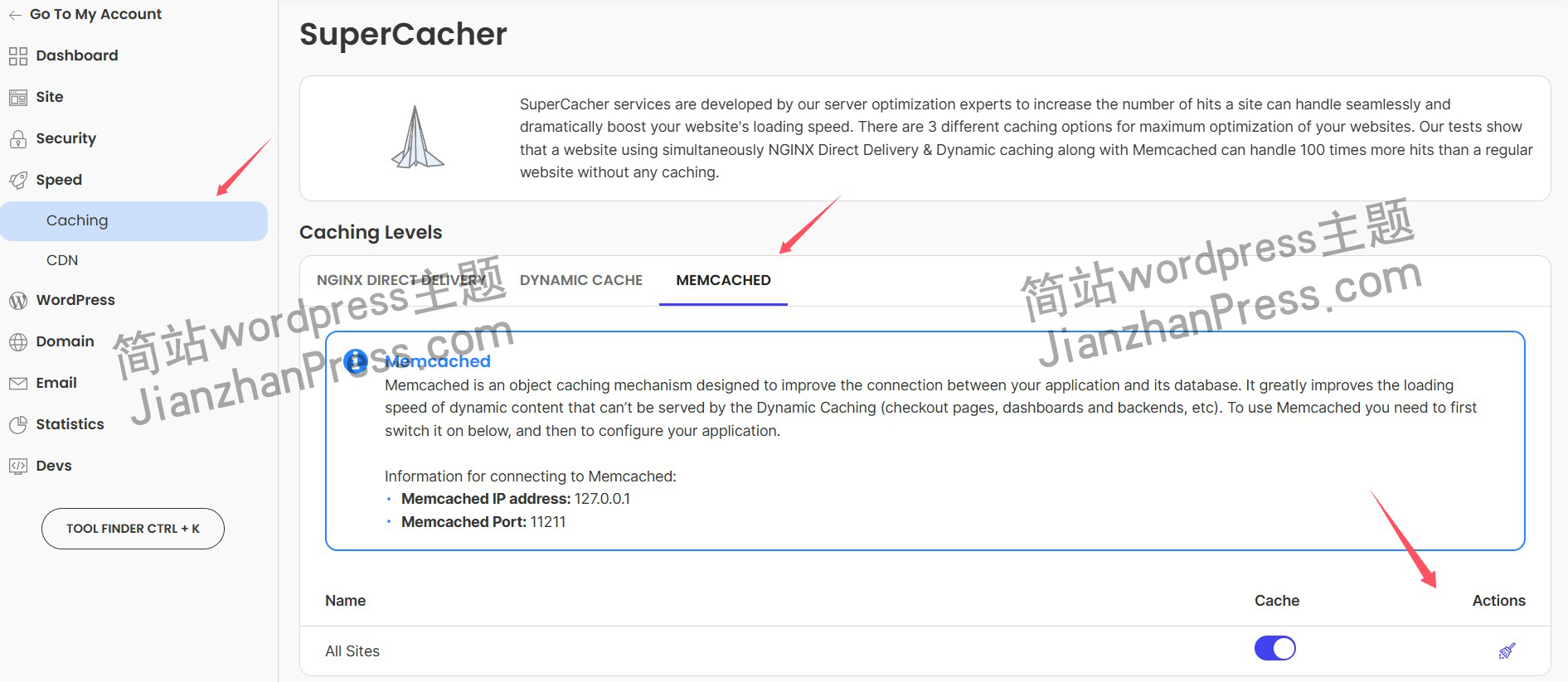
使用siteground主机的wordpress网站,会出现更新了网站内容和修改了php模板文件、js文件、css文件、图片文件后,网站没有变化的情况。
不熟悉siteground主机的新手,遇到这个问题,就很抓狂,明明是哪都没操作错误&#x…
网络编程(Modbus进阶)
思维导图 Modbus RTU(先学一点理论)
概念 Modbus RTU 是工业自动化领域 最广泛应用的串行通信协议,由 Modicon 公司(现施耐德电气)于 1979 年推出。它以 高效率、强健性、易实现的特点成为工业控制系统的通信标准。 包…

UE5 学习系列(二)用户操作界面及介绍
这篇博客是 UE5 学习系列博客的第二篇,在第一篇的基础上展开这篇内容。博客参考的 B 站视频资料和第一篇的链接如下:
【Note】:如果你已经完成安装等操作,可以只执行第一篇博客中 2. 新建一个空白游戏项目 章节操作,重…
IDEA运行Tomcat出现乱码问题解决汇总
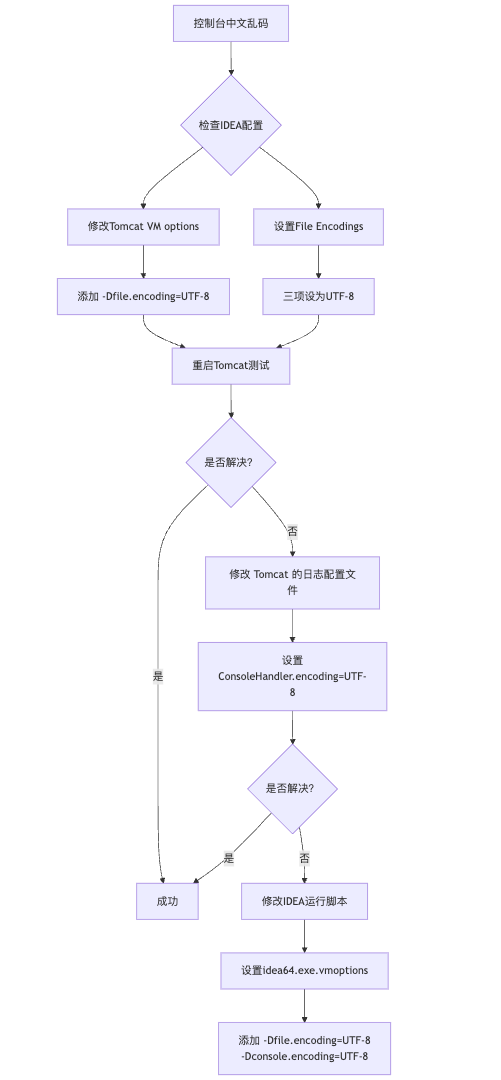
最近正值期末周,有很多同学在写期末Java web作业时,运行tomcat出现乱码问题,经过多次解决与研究,我做了如下整理:
原因:
IDEA本身编码与tomcat的编码与Windows编码不同导致,Windows 系统控制台…
利用最小二乘法找圆心和半径
#include <iostream>
#include <vector>
#include <cmath>
#include <Eigen/Dense> // 需安装Eigen库用于矩阵运算 // 定义点结构
struct Point { double x, y; Point(double x_, double y_) : x(x_), y(y_) {}
}; // 最小二乘法求圆心和半径 …
使用docker在3台服务器上搭建基于redis 6.x的一主两从三台均是哨兵模式
一、环境及版本说明
如果服务器已经安装了docker,则忽略此步骤,如果没有安装,则可以按照一下方式安装: 1. 在线安装(有互联网环境): 请看我这篇文章 传送阵>> 点我查看 2. 离线安装(内网环境):请看我这篇文章 传送阵>> 点我查看
说明:假设每台服务器已…
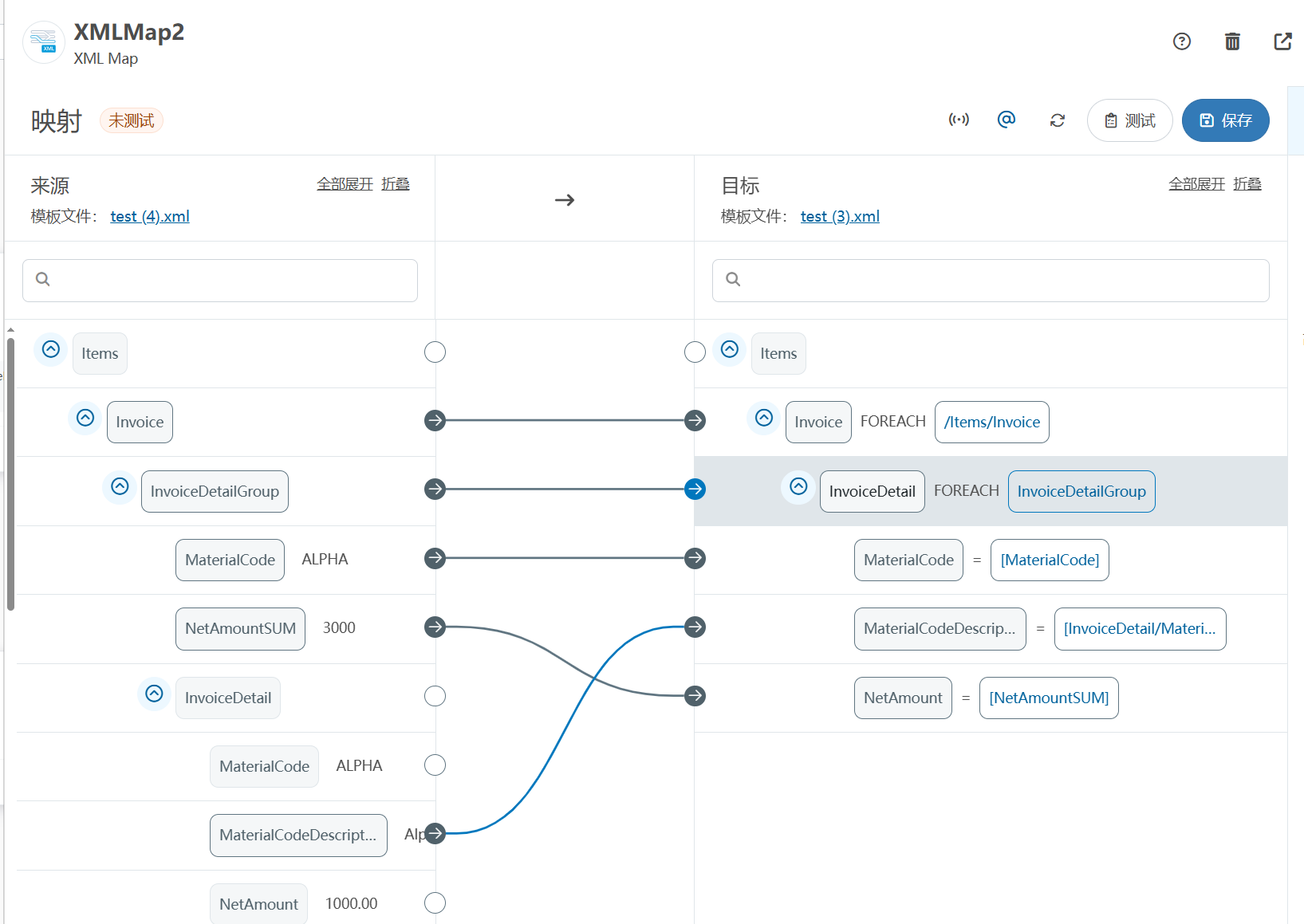
XML Group端口详解
在XML数据映射过程中,经常需要对数据进行分组聚合操作。例如,当处理包含多个物料明细的XML文件时,可能需要将相同物料号的明细归为一组,或对相同物料号的数量进行求和计算。传统实现方式通常需要编写脚本代码,增加了开…
LBE-LEX系列工业语音播放器|预警播报器|喇叭蜂鸣器的上位机配置操作说明
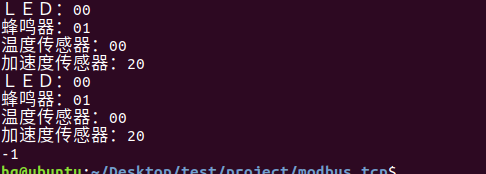
LBE-LEX系列工业语音播放器|预警播报器|喇叭蜂鸣器专为工业环境精心打造,完美适配AGV和无人叉车。同时,集成以太网与语音合成技术,为各类高级系统(如MES、调度系统、库位管理、立库等)提供高效便捷的语音交互体验。
L…
(LeetCode 每日一题) 3442. 奇偶频次间的最大差值 I (哈希、字符串)
题目:3442. 奇偶频次间的最大差值 I 思路 :哈希,时间复杂度0(n)。 用哈希表来记录每个字符串中字符的分布情况,哈希表这里用数组即可实现。
C版本:
class Solution {
public:int maxDifference(string s) {int a[26]…
【大模型RAG】拍照搜题技术架构速览:三层管道、两级检索、兜底大模型
摘要
拍照搜题系统采用“三层管道(多模态 OCR → 语义检索 → 答案渲染)、两级检索(倒排 BM25 向量 HNSW)并以大语言模型兜底”的整体框架: 多模态 OCR 层 将题目图片经过超分、去噪、倾斜校正后,分别用…
【Axure高保真原型】引导弹窗
今天和大家中分享引导弹窗的原型模板,载入页面后,会显示引导弹窗,适用于引导用户使用页面,点击完成后,会显示下一个引导弹窗,直至最后一个引导弹窗完成后进入首页。具体效果可以点击下方视频观看或打开下方…
接口测试中缓存处理策略
在接口测试中,缓存处理策略是一个关键环节,直接影响测试结果的准确性和可靠性。合理的缓存处理策略能够确保测试环境的一致性,避免因缓存数据导致的测试偏差。以下是接口测试中常见的缓存处理策略及其详细说明:
一、缓存处理的核…
龙虎榜——20250610
上证指数放量收阴线,个股多数下跌,盘中受消息影响大幅波动。 深证指数放量收阴线形成顶分型,指数短线有调整的需求,大概需要一两天。 2025年6月10日龙虎榜行业方向分析 1. 金融科技
代表标的:御银股份、雄帝科技
驱动…

观成科技:隐蔽隧道工具Ligolo-ng加密流量分析
1.工具介绍
Ligolo-ng是一款由go编写的高效隧道工具,该工具基于TUN接口实现其功能,利用反向TCP/TLS连接建立一条隐蔽的通信信道,支持使用Let’s Encrypt自动生成证书。Ligolo-ng的通信隐蔽性体现在其支持多种连接方式,适应复杂网…

铭豹扩展坞 USB转网口 突然无法识别解决方法
当 USB 转网口扩展坞在一台笔记本上无法识别,但在其他电脑上正常工作时,问题通常出在笔记本自身或其与扩展坞的兼容性上。以下是系统化的定位思路和排查步骤,帮助你快速找到故障原因:
背景:
一个M-pard(铭豹)扩展坞的网卡突然无法识别了,扩展出来的三个USB接口正常。…

未来机器人的大脑:如何用神经网络模拟器实现更智能的决策?
编辑:陈萍萍的公主一点人工一点智能 未来机器人的大脑:如何用神经网络模拟器实现更智能的决策?RWM通过双自回归机制有效解决了复合误差、部分可观测性和随机动力学等关键挑战,在不依赖领域特定归纳偏见的条件下实现了卓越的预测准…

Linux应用开发之网络套接字编程(实例篇)
服务端与客户端单连接
服务端代码
#include <sys/socket.h>
#include <sys/types.h>
#include <netinet/in.h>
#include <stdio.h>
#include <stdlib.h>
#include <string.h>
#include <arpa/inet.h>
#include <pthread.h>
…

华为云AI开发平台ModelArts
华为云ModelArts:重塑AI开发流程的“智能引擎”与“创新加速器”!
在人工智能浪潮席卷全球的2025年,企业拥抱AI的意愿空前高涨,但技术门槛高、流程复杂、资源投入巨大的现实,却让许多创新构想止步于实验室。数据科学家…
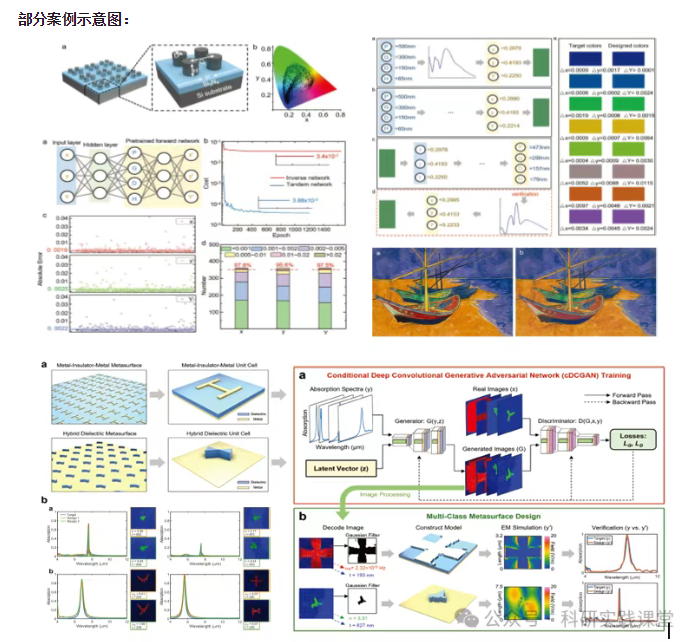
深度学习在微纳光子学中的应用
深度学习在微纳光子学中的主要应用方向
深度学习与微纳光子学的结合主要集中在以下几个方向:
逆向设计 通过神经网络快速预测微纳结构的光学响应,替代传统耗时的数值模拟方法。例如设计超表面、光子晶体等结构。
特征提取与优化 从复杂的光学数据中自…