@[TOC]物料分拣
控制系统动作流程
物料为空时,第三个气缸推出
物料为黑色时,第二个气缸推出
物料为白色时,第一个气缸推出
原理
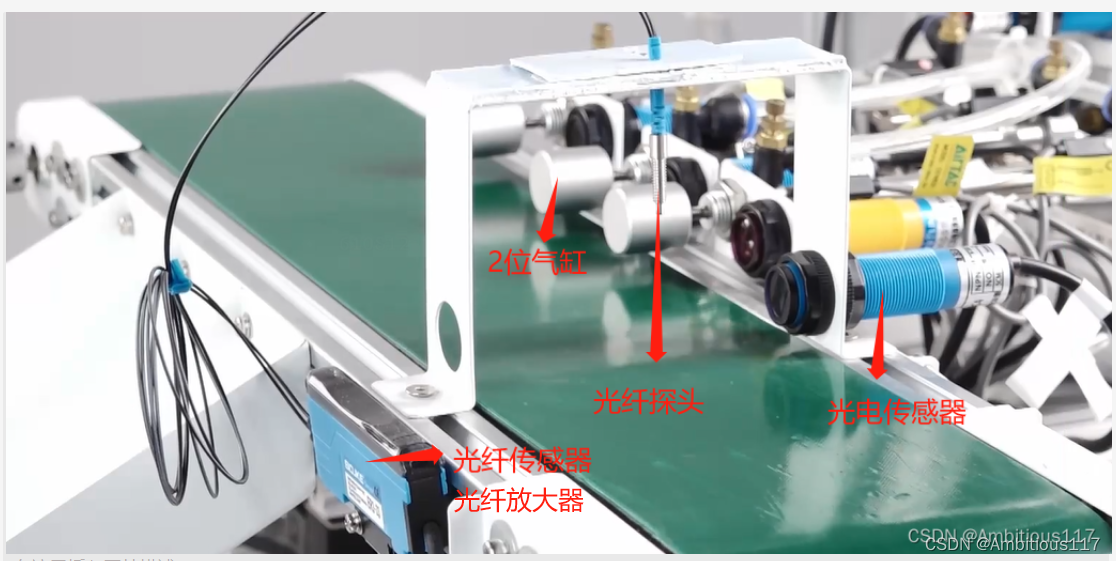
光电传感器起 到位传感器作用
物料为空时,第三个气缸推出
物料为黑色时,第二个气缸推出
物料为白色是,第一个气缸推出
地址分配

光纤放大器原理及接线

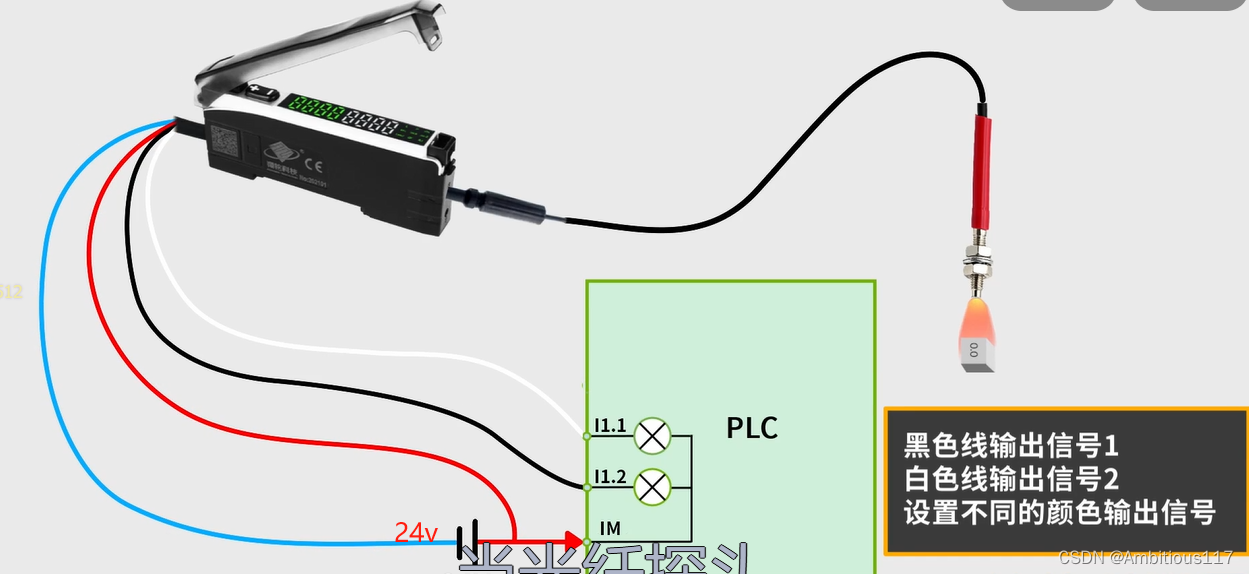
白色亮度 750
黑170
无 110
电气元件选型
共需要12个输入信号:(总计12个信号)
光纤放大器2个信号;进入的到位信号1个;共计3个信号
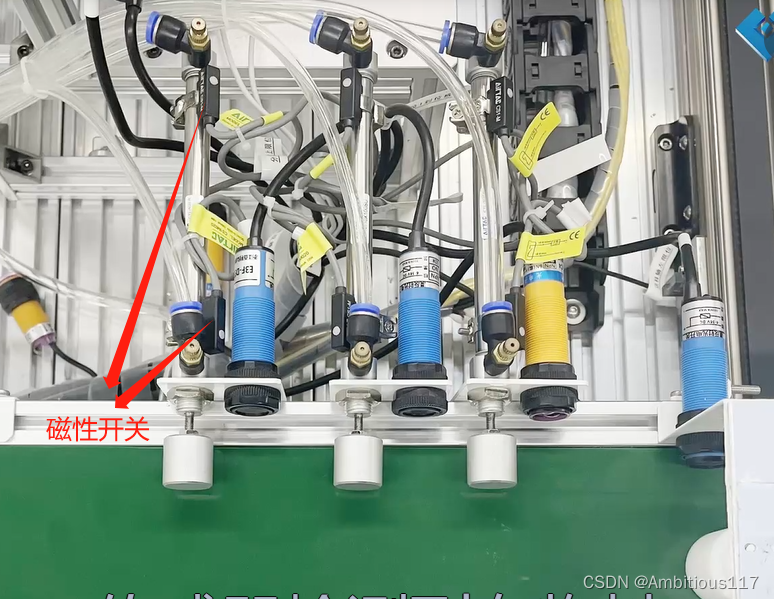
每个气缸(到位信号1个、磁性开关信号2个),共计3个气缸 ,共计9个信号
输出信号共4个:
传送带1个、三个气缸各一个
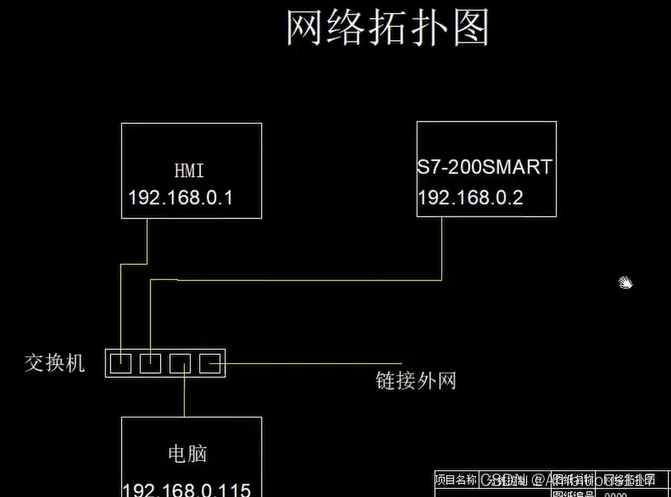
PLC
触摸屏
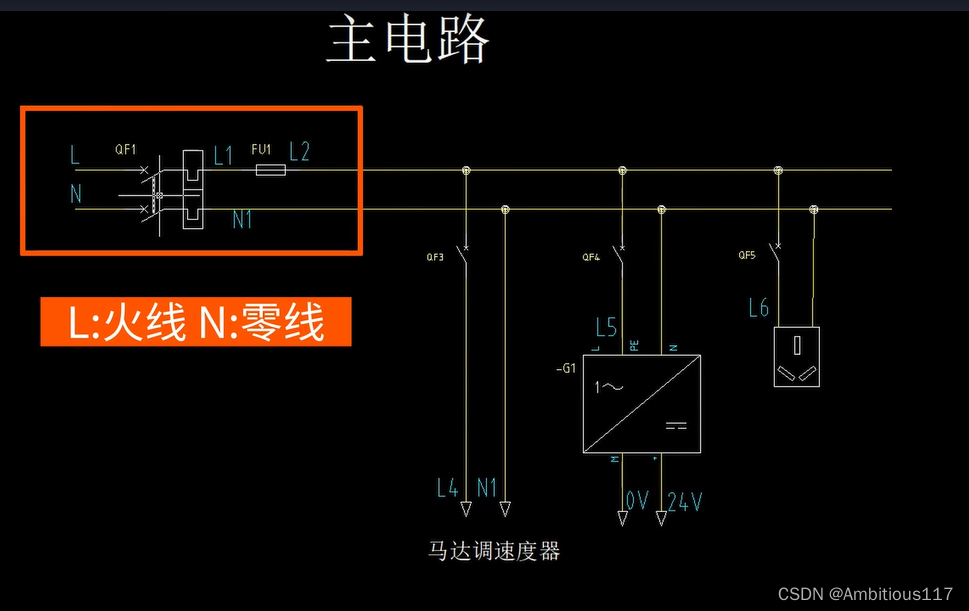
调速电机
开关电源
断路器
图纸分析


程序编写
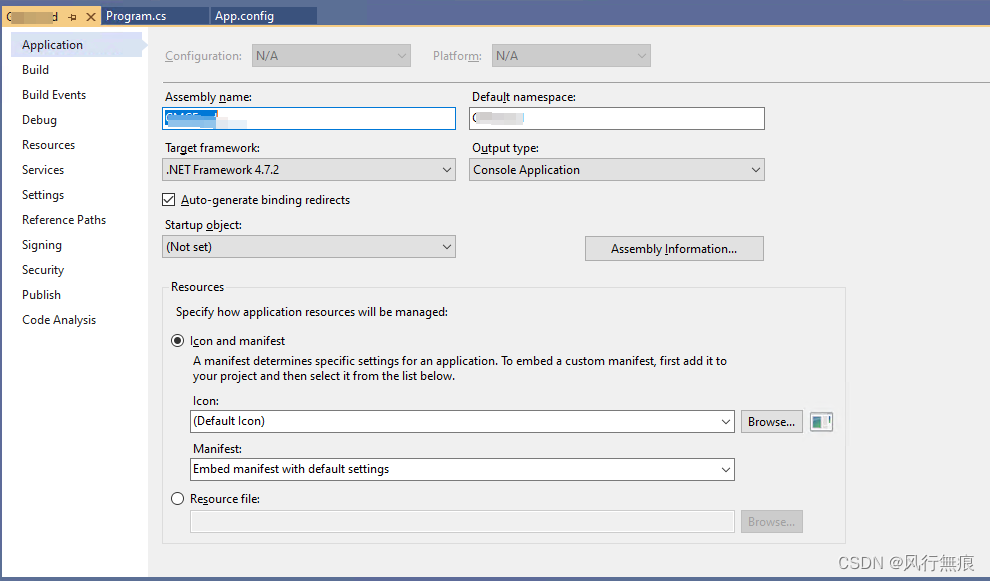
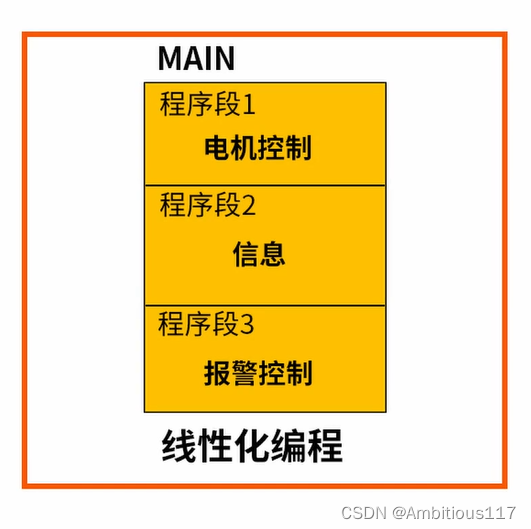
200smart 编程方式:
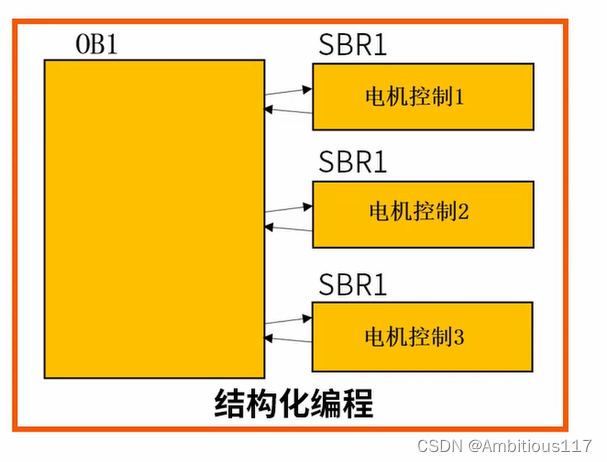
线性编程、模块化编程、结构化编程
简单项目
多个设备或多种运行方式
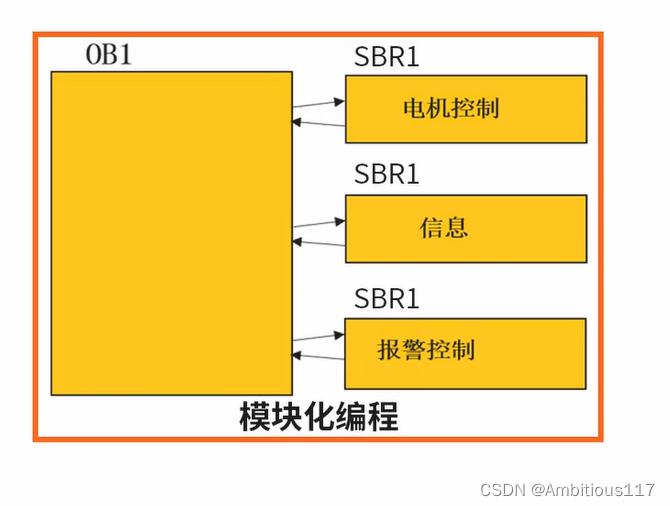
相对复杂项目
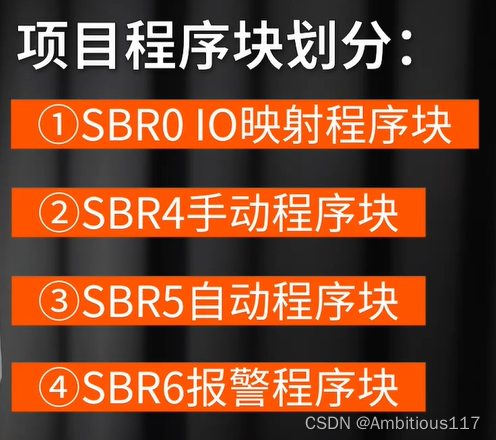
本项目编程模块
程序的逻辑
首先配置好所有地址(符号表),使用及定义情况,然后程序中直接调用即可
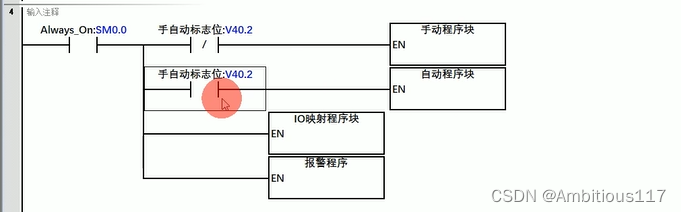
IO映射程序块
为了应对后期维护,后期输入点位i0.0无法使用,但程序中使用了多个i0.0点位修改就麻烦
将输入和输出映射到V点上,方便后期物理更换io点,在程序中修改1个点位即可
逻辑:
相当于将每个输入点重新命名,新名字可以无限制使用,不用更改
当要更换引脚时,直接在映射区更改单个引脚即可

手动程序块
逻辑:
注意:1和2可用相同的符号,只不过时一个置位(运行)、一个复位(停止)
1、气缸推出及传送带运行
所有触点常开,当手动运行时,所有触点闭合----接通-----置位运行
2、气缸缩回及传送带停止
所有触点常开,当手动运行时,所有触点闭合----接通-----复位停止
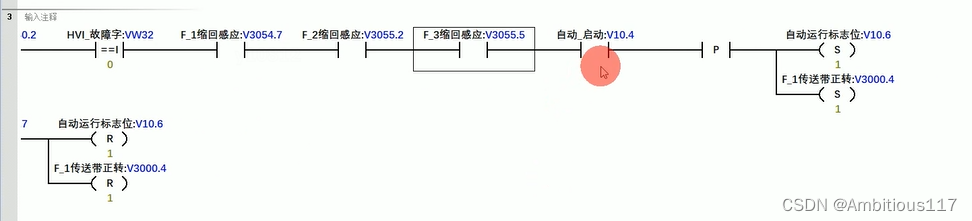
自动程序块
逻辑:
1、白色物料检测到并在1号气缸推出:
(1)启动标志(传送带启动)----物料开始进入检验(最前方传感器)----上升沿----白色物料检验----白色标志位 (检测物料颜色)
(2) 白色标志位----物料到达1号气缸----下降沿(物料通过传感器,到达气缸位置)----左移位 (物料物质检测)
(3) (气缸进行推出和收缩)
推出标志位(物料到位,可以推出气缸)----缩回感应(此时气缸收缩)----气缸推出----推出感应----上升沿----气缸缩回
(4) 标志位复位
2、黑色物料检测并在2号气缸推出:
3、其他物料检测并在3号气缸推出:
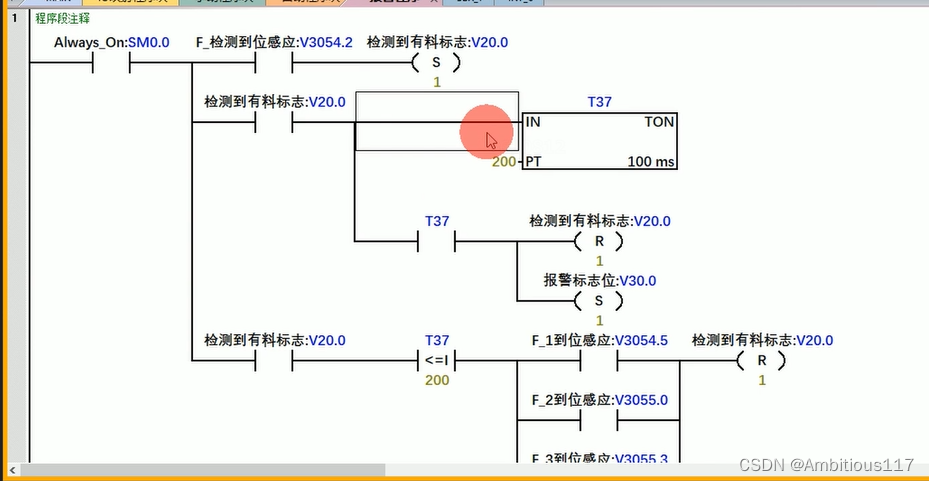
报警程序块
报警情况:
1、传感器检测到了物料,但是物料被卡住,判断后3个传感器是否在规定时间感应到物料,否则报警
2、气缸推出,规定时间内推出到位传感器没检测到,报警
气缸缩回,规定时间内缩回到位传感器没检测到,报警
3、任何报警接通,传送带停止,标志位停止
4、手动可以复位报警
5、报警信息需要在触摸屏上显示
逻辑:
1、有物料被卡住
(1)常开-----物料开始进入检验(最前方传感器)----有料标志
有料标志----计时器20s
20s后标志----有料标志复位(停止)----开始报警
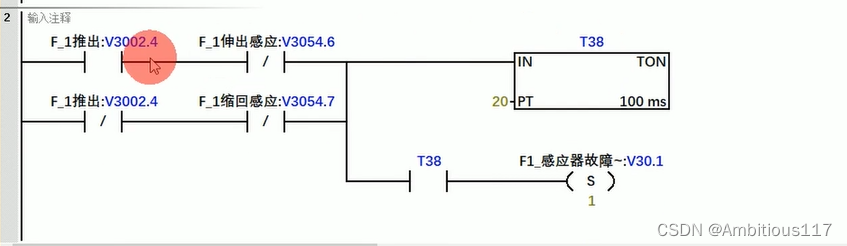
2、气缸伸缩异常
(1)气缸伸展/收缩
气缸推出(常开)----伸展标志位(常闭)----计时2s
气缸收缩(常闭)----收缩标志位(常闭)----计时2s
2s后,伸展或收缩标志位未动作,开始报警
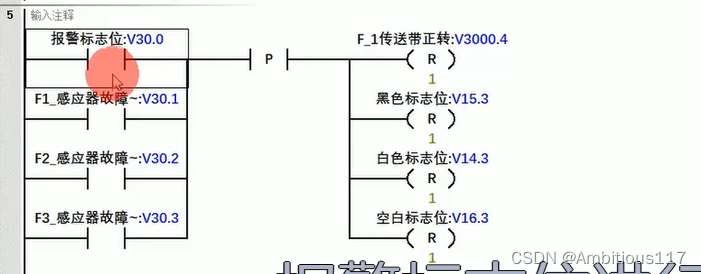
3、报警后,传送带、标志位停止
故障标志位----上升沿----所有标志位复位(停止)、传送带复位(停止)
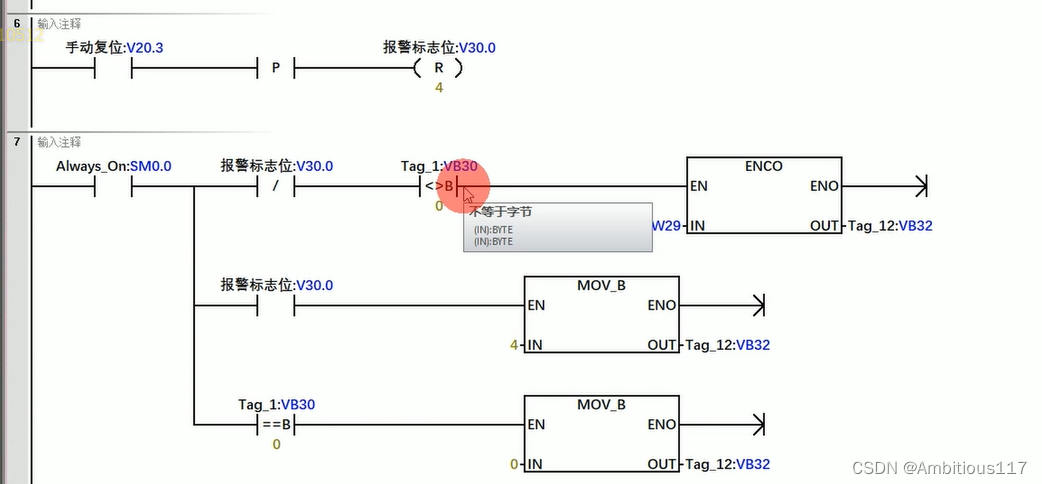
4、手动复位
报警标志位复位(停止)
5、报警显示(不清楚)
3、4两端程序和2段程序相同(都是气缸)
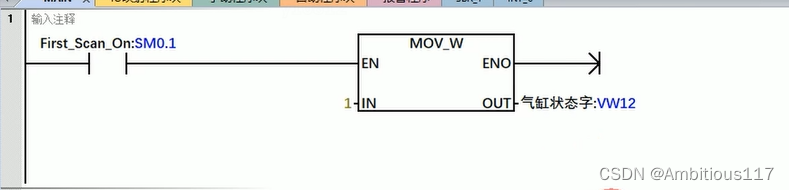
主程序
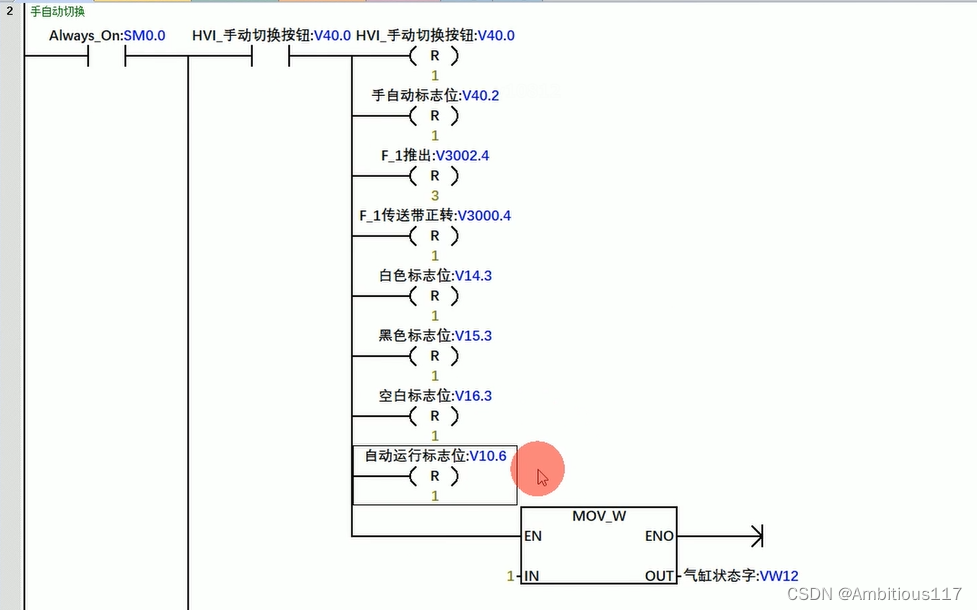
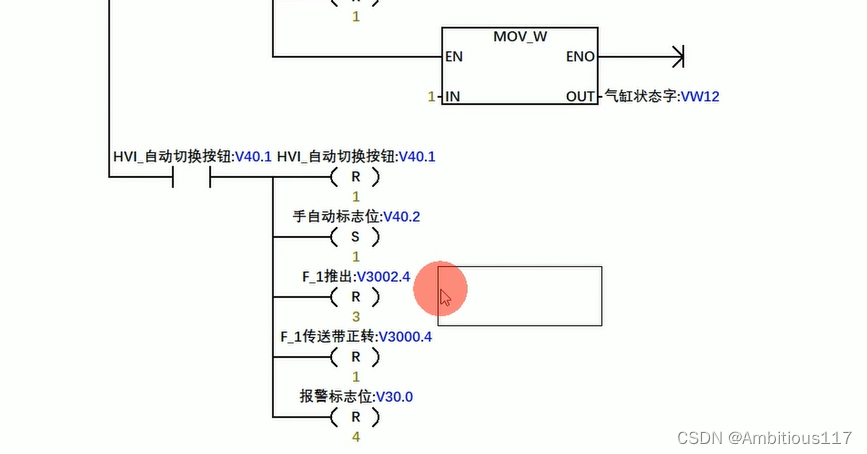
手自动程序编写

所用到的指令
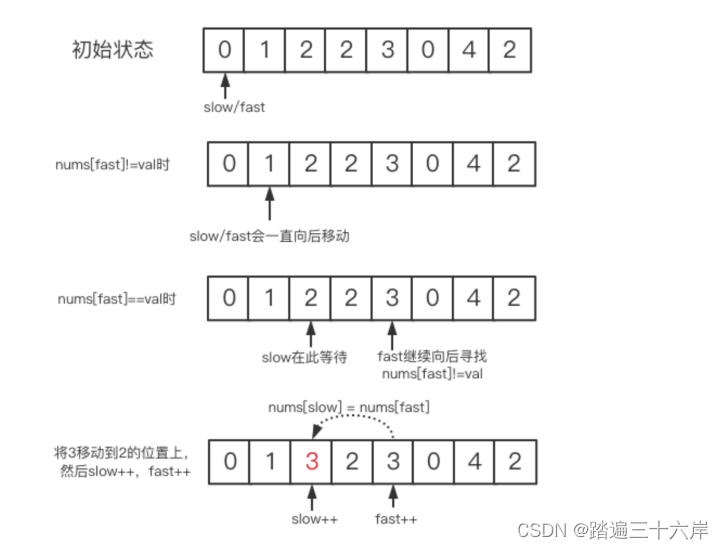
移位和循环移位指令(shift lift / right)
ENCO:编码指令将输入字 IN 中设置的最低有效位的位编号写入输出字节 OUT 的最低有效“半字节”(4 位)中(最低位的1,是第几位)

![[AUTOSAR][诊断管理][ECU][$34] 下载请求](https://img-blog.csdnimg.cn/c978a290f0c14f3fb05922cbc2442ada.png)




![【C++】STL容器——探究不同 [ 迭代器 ] 种类&在STL中的使用方式(15)](https://img-blog.csdnimg.cn/2a05d2bd2f7647228151b2630a568bb8.png)